
5月7日,世界知識(shí)產(chǎn)權(quán)組織(WIPO)公開了日本東麗株式會(huì)社的一項(xiàng)國際專利“含有上漿劑的碳纖維束及其制造方法、碳纖維增強(qiáng)復(fù)合材料及壓力容器”(公開號(hào)WO/2026/094759)。
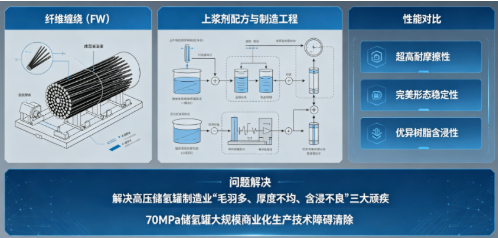
這份專屬專利技術(shù),由東麗專為纖維纏繞成型工藝研發(fā)打造,屬于全新一代碳纖維應(yīng)用技術(shù)。研發(fā)團(tuán)隊(duì)從碳纖維束結(jié)構(gòu)形態(tài)、浸潤劑配比方案以及整體生產(chǎn)流程多處著手完成系統(tǒng)性優(yōu)化革新,順利達(dá)成高耐磨性能、結(jié)構(gòu)形態(tài)穩(wěn)定、樹脂浸潤效果出眾三大關(guān)鍵優(yōu)勢(shì)同步兼?zhèn)洹?/p>
此番技術(shù)革新,有效化解了高壓儲(chǔ)氫罐行業(yè)長久以來存在的纖維起毛、壁厚偏差、樹脂浸潤不充分等行業(yè)痛點(diǎn),也為70兆帕高壓儲(chǔ)氫罐實(shí)現(xiàn)量產(chǎn)落地與市場(chǎng)化普及,掃除了核心技術(shù)層面的阻礙。
1、現(xiàn)有技術(shù)致命缺陷與行業(yè)痛點(diǎn)
1)纖維纏繞成型工藝的矛盾
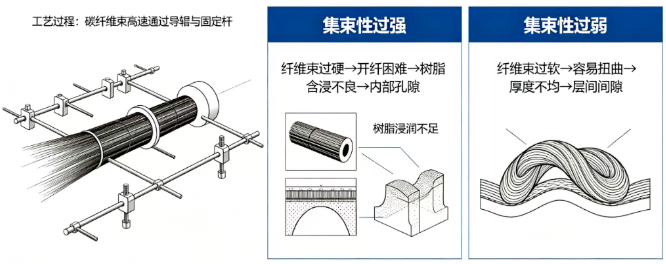
纖維纏繞成型工藝是高壓容器主流且實(shí)用的核心制備方式,該工藝對(duì)原材料有著極高標(biāo)準(zhǔn)。碳纖維絲束在高速穿行各類導(dǎo)向輥與定位桿件的過程中,一方面需要具備出色的聚攏規(guī)整效果,從根源減少絲束起毛現(xiàn)象;另一方面還需擁有良好的分散延展能力,保障樹脂可以均勻浸透。二者本身存在難以調(diào)和的制衡關(guān)系:
集束性過強(qiáng)→纖維束過硬→開纖困難→樹脂含浸不良→內(nèi)部孔隙
集束性過弱→纖維束過軟→容易扭曲→厚度不均→層間間隙
2)傳統(tǒng)技術(shù)的局限性
目前行業(yè)內(nèi)各類改良辦法都存在明顯短板:
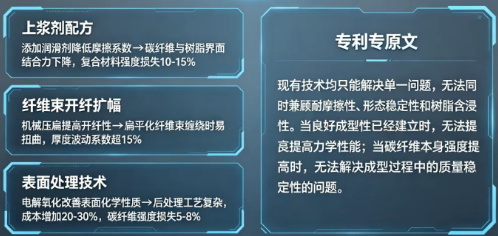
調(diào)整浸潤劑配比,依靠加入潤滑成分減小摩擦阻力,卻會(huì)削弱碳纖維和樹脂之間的界面粘合強(qiáng)度,直接造成復(fù)合材料整體強(qiáng)度下滑,降幅大致在10-15%。
采用機(jī)械方式將絲束壓扁延展來提升分散效果,經(jīng)過扁平化處理的纖維束在實(shí)際纏繞作業(yè)中極易發(fā)生形變扭曲,成品厚度差異率能達(dá)到15%以上。
運(yùn)用電解氧化等表面改性手段優(yōu)化纖維表面特性,不僅后續(xù)加工流程繁瑣,會(huì)讓整體生產(chǎn)開支增加兩到三成,還會(huì)造成碳纖維本體強(qiáng)度出現(xiàn)5-8%的損耗。
相關(guān)專利內(nèi)容也曾提及,當(dāng)下各類傳統(tǒng)技術(shù)手段都只能針對(duì)性改善某一項(xiàng)問題,沒辦法同時(shí)兼顧耐磨性能、結(jié)構(gòu)穩(wěn)定性能與樹脂浸潤效果。即便順利達(dá)成理想成型狀態(tài),也難以繼續(xù)提升制品綜合力學(xué)表現(xiàn);若是單純提升碳纖維自身強(qiáng)度,又難以把控實(shí)際加工成型環(huán)節(jié)的成品品質(zhì)穩(wěn)定性。
二、破局思路
東麗此次推出的專利技術(shù)核心研發(fā)思路十分清晰,產(chǎn)品主要面向高壓承壓容器領(lǐng)域進(jìn)行適配研發(fā)。團(tuán)隊(duì)圍繞纖維纏繞成型工藝對(duì)碳絲束在外形結(jié)構(gòu)、界面結(jié)合以及實(shí)際加工層面提出的各項(xiàng)使用標(biāo)準(zhǔn),逆向敲定碳纖維束的整體設(shè)計(jì)參數(shù),再順著生產(chǎn)鏈路完善全套制備流程,率先完成碳纖維自身性能與實(shí)際加工工藝需求的一體化協(xié)同研發(fā)設(shè)計(jì)。
依托這一研發(fā)邏輯,該專利正式把工藝適配性納入碳纖維核心設(shè)計(jì)準(zhǔn)則,還創(chuàng)新性搭建起一套相互適配、能夠精準(zhǔn)量化的三大性能評(píng)判標(biāo)準(zhǔn)。
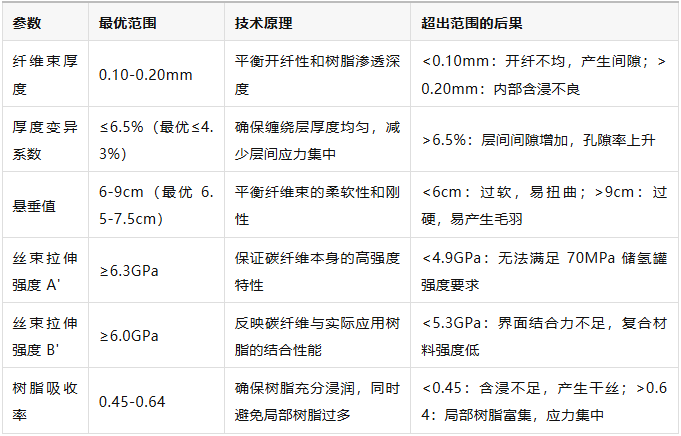
第一,極致均勻的扁平形態(tài):厚度的絕對(duì)控制。專利要求上漿后碳纖維束厚度嚴(yán)格控制在0.10-0.20mm,同時(shí)厚度的變異系數(shù)(CV值)須在6.5%以下,更優(yōu)可至4.3%以下。東麗指出,纖維纏繞工藝中的樹脂含浸性高度依賴?yán)w維束的厚度;過厚(>0.20mm)將阻礙樹脂滲透,而過薄(<0.10mm)則易在開纖時(shí)產(chǎn)生間隙不均、降低含浸的情況。厚度的均勻性同樣關(guān)鍵——cv值過高意味著纖維束截面存在明顯薄弱點(diǎn),即便平均厚度合格,也會(huì)在卷繞層間形成不致密的間隙,嚴(yán)重削弱cfrp層間應(yīng)力傳遞。<>
第二,恰到好處的柔硬度:引入“懸垂值”量化集束性。東麗首次引入“懸垂值”(DrapeValue)作為碳纖維束硬度的工藝指標(biāo),并界定最優(yōu)范圍為6-9cm。懸垂值過小(<6cm),說明纖維束過軟、單絲間集束力不足,通過導(dǎo)輥時(shí)易發(fā)生局部彎折和捻曲;懸垂值過大(>9cm),則纖維束過硬,不僅擦過時(shí)產(chǎn)生大量毛羽,且含浸性能顯著惡化。該項(xiàng)指標(biāo)的精確量化,使纖維束的集束性控制首次擺脫經(jīng)驗(yàn)范疇,進(jìn)入數(shù)據(jù)驅(qū)動(dòng)的精準(zhǔn)設(shè)計(jì)階段。
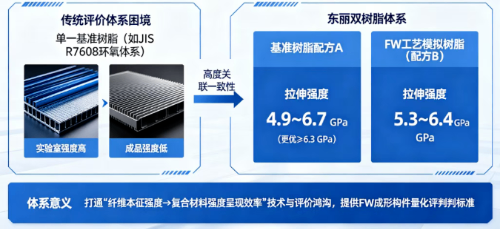
第三,雙重樹脂體系下的關(guān)聯(lián)強(qiáng)度量化評(píng)估。傳統(tǒng)碳纖維強(qiáng)度的評(píng)價(jià)通常依賴單一基準(zhǔn)樹脂(如JISR7608規(guī)定的環(huán)氧體系),但該體系的界面化學(xué)環(huán)境與實(shí)際纖維纏繞成型所用的樹脂存在顯著差異,導(dǎo)致“實(shí)驗(yàn)室強(qiáng)度高,成品強(qiáng)度低”的困境。東麗專利的創(chuàng)舉在于采用“雙樹脂體系交叉驗(yàn)證”:要求纖維在基準(zhǔn)樹脂配方A下的拉伸強(qiáng)度達(dá)4.9-6.7GPa(更優(yōu)可至6.3GPa以上),同時(shí)須在實(shí)際纖維纏繞工藝模擬樹脂(配方B)下測(cè)得的強(qiáng)度達(dá)5.3-6.4GPa,且兩種強(qiáng)度之間具有高度的關(guān)聯(lián)一致性。這種評(píng)估體系的重大意義在于打通了“纖維本征強(qiáng)度→復(fù)合材料強(qiáng)度呈現(xiàn)效率”之間的技術(shù)與評(píng)價(jià)鴻溝,為設(shè)計(jì)高強(qiáng)度、高品質(zhì)的纖維纏繞成型構(gòu)件提供了可量化的評(píng)判標(biāo)準(zhǔn)。
三、核心技術(shù)方案
該技術(shù)通過對(duì)十多個(gè)關(guān)鍵參數(shù)的精確控制,得到了一組能夠同時(shí)滿足三大性能要求的"參數(shù)組合"。
1)上漿劑結(jié)構(gòu)設(shè)計(jì)與優(yōu)化
上漿組分在碳纖維整體質(zhì)量中占比僅為0.7-1.0%,卻能夠直接左右碳纖維加工適配性,同時(shí)深刻影響復(fù)合材料成品綜合性能。該專利針對(duì)上漿體系完成三大顛覆性優(yōu)化升級(jí):
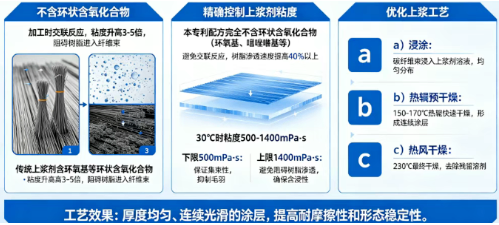
摒棄環(huán)狀含氧類物質(zhì)配方:市面主流傳統(tǒng)上漿體系普遍含有環(huán)氧基團(tuán)、噁唑啉基團(tuán)等環(huán)狀含氧結(jié)構(gòu)物質(zhì),此類物質(zhì)在實(shí)際加工工況下極易發(fā)生交聯(lián)反應(yīng),可使體系黏度上升3-5倍,大幅阻礙基體樹脂向纖維絲束內(nèi)部滲透填充。本專利所用全新配方徹底剔除各類環(huán)狀含氧化合物,從根源杜絕交聯(lián)現(xiàn)象出現(xiàn),可讓樹脂浸潤速率提升40%以上。
實(shí)現(xiàn)上漿體系黏度精準(zhǔn)管控:該專利嚴(yán)格限定上漿劑在30℃環(huán)境下的黏度區(qū)間為500-1400mPa?s。設(shè)定500mPa?s黏度下限,可保障碳絲束具備合格聚攏效果,從源頭減少起毛問題;設(shè)定1400mPa?s黏度上限,可規(guī)避黏度過高阻滯樹脂滲透的問題,穩(wěn)定維持優(yōu)異浸潤效果。
升級(jí)完善整套上漿制備流程:此項(xiàng)技術(shù)采用浸涂處理+熱輥預(yù)烘+熱風(fēng)終干的三段式復(fù)合上漿工藝。其一為浸涂工序,將碳纖維束充分浸入調(diào)配好的上漿液中,保障涂層附著均勻;其二采用150-170℃熱輥完成快速預(yù)干燥處理,促使上漿物質(zhì)在纖維表層形成完整連續(xù)覆膜;最后在230℃溫度環(huán)境下完成熱風(fēng)深度烘干,徹底脫除內(nèi)部殘留溶劑。整套工藝可在碳纖維表面形成厚薄一致、平整順滑的均勻覆膜,進(jìn)一步提升材料耐摩擦能力與外形結(jié)構(gòu)穩(wěn)定性。
2)制造工藝的精確控制
在優(yōu)化絲束結(jié)構(gòu)與上漿技術(shù)之外,該專利還對(duì)碳纖維全生產(chǎn)工藝流程完成系統(tǒng)性升級(jí),重點(diǎn)優(yōu)化了預(yù)氧化與碳化兩大核心制備環(huán)節(jié)。
兩步預(yù)氧化工藝:該技術(shù)適配單絲纖度0.58-1.20dtex、絲束根數(shù)18000-42000根的聚丙烯腈前驅(qū)體原絲,實(shí)行精細(xì)化預(yù)氧化參數(shù)管控。預(yù)氧化是實(shí)現(xiàn)原絲向耐高溫改性纖維轉(zhuǎn)變的核心工序,對(duì)成品碳纖維力學(xué)強(qiáng)度起到?jīng)Q定性作用。工藝采用分級(jí)氧化處理模式,先在230-250℃環(huán)境中完成初級(jí)氧化反應(yīng),助力纖維內(nèi)部構(gòu)筑穩(wěn)固的梯形分子骨架;隨后升溫至265-285℃開展深度氧化改性。工藝創(chuàng)新之處在于,深度氧化階段依托紅外光譜(IR)特征峰比值實(shí)現(xiàn)在線實(shí)時(shí)工藝把控:當(dāng)1370cm?1預(yù)氧化結(jié)構(gòu)特征峰與1453cm?1殘余烯烴C=C特征峰比值處于0.70-0.75,同時(shí)和1254cm?1特征峰比值維持在0.50-0.65區(qū)間時(shí),即為預(yù)氧化反應(yīng)最優(yōu)工藝狀態(tài)。借助這套數(shù)字化判定標(biāo)準(zhǔn),有效縮小不同生產(chǎn)批次產(chǎn)品的品質(zhì)偏差。
碳化工藝:在600-800℃低溫碳化區(qū)間內(nèi),工藝將拉伸延伸倍率嚴(yán)格限定在1.00-1.15狹小區(qū)間;進(jìn)入1000-1600℃高溫碳化階段后,統(tǒng)一把控升溫速率為0.4-1.1℃/秒,實(shí)際生產(chǎn)優(yōu)選1300-1500℃作為最佳終溫。碳化過程升溫速度過快,會(huì)讓纖維內(nèi)部裂解氣體快速向外析出,極易誘發(fā)內(nèi)部組織結(jié)構(gòu)缺陷;倘若升溫節(jié)奏過于緩慢,則會(huì)阻礙碳網(wǎng)結(jié)構(gòu)定向規(guī)整排布,最終制約碳纖維整體力學(xué)強(qiáng)度發(fā)揮。
四、技術(shù)效果
為了驗(yàn)證本發(fā)明的效果,專利中提供了20個(gè)實(shí)施例和9個(gè)比較例的詳細(xì)數(shù)據(jù)。
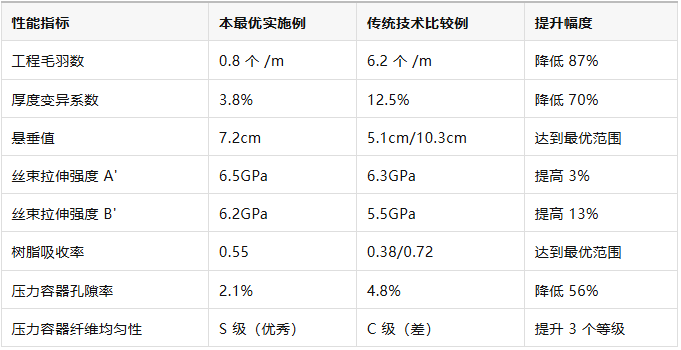
在70MPa高壓儲(chǔ)氫罐爆破性能測(cè)試當(dāng)中,采用該款新型碳纖維制備而成的儲(chǔ)氫罐體,實(shí)測(cè)爆破壓力相較于傳統(tǒng)材質(zhì)罐體提升幅度達(dá)到27%。同時(shí)罐體呈現(xiàn)出安全性更佳的分層式破裂失效形式,試驗(yàn)過程中并未產(chǎn)生碎塊四散飛濺的現(xiàn)象,整體使用安全性能得到全方位提升。
 English
English 簡體中文
簡體中文































