汽車復合材料預成型走向工業化:通過仿真實現節省
日期:2018-10-12
來源:
瀏覽:763
自動化的預成型不只適用于2D和2.5D部件,在瞄準“按生產的速度來構建3D預成型件”的努力中,創新者們正在走向成功。
復合材料咨詢公司 CIKONI(德國斯圖加特)將其專業知識應用于復合材料設計、有限元(FE)分析和高級仿真中,以為自動化的預成型提供解決方案。“通常,預成型被認為是一個被動的過程,通過施壓生產出預成型件。”CIKONI的共同創始人Farbod Nezami博士說,“但是用我們的方法,你可以顯著提高預成型件的質量,同時還可以減輕重量并改善終部件的性能。”
CIKONI方法中的一部分被稱作“活性夾層(active interlayers)”。即在預成型件外緣的層之間放上金屬板,然后采用壓電致動器對這些金屬板進行激活,以減小摩擦。當與“離散層的訂制夾緊”相結合時,這些活性夾層可以減少或消除形狀復雜的預成型件中的褶皺和其他缺陷。這些活性夾層不是終的預成型件中的一部分,而是可以去掉以及重新得到應用。
“這種方法并不適合每一種情況。”Nezami建議說,“你需要具有一定程度的設計復雜性,而且有高品質的要求。”雖然夾層并不昂貴,它們只是激光切割的金屬板和成本極低的致動器,但對它們的應用卻是依靠計算機輔助工程(CAE)的一個多階段的過程。Nezami解釋說:“我們采用基于有限元的懸垂模擬來產生一個成形極限圖,這有助于我們識別和評估形成褶皺和(或)纖維波紋的危險區域。”然后,為了只對這些區域進行修復,CIKONI會對這樣的排布以及由活性夾層施加的力進行訂制化的調整。
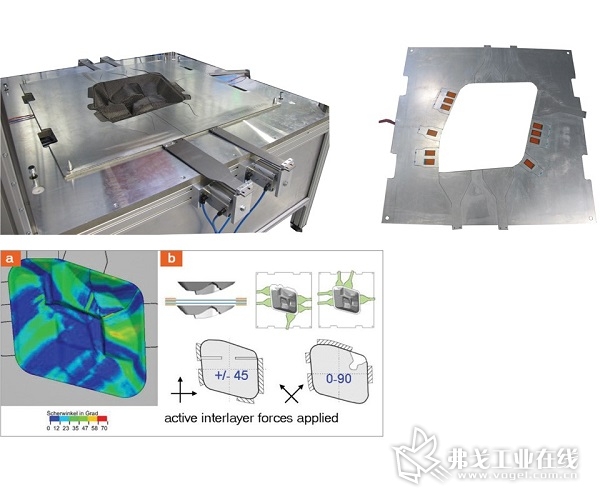
近的一個案例是CIKONI公司與梅賽德斯-奔馳(德國Sindelfingen)汽車公司圍繞一款E級轎跑車型的行李箱蓋而展開的合作。圖1(上)所示是由活性夾層圍繞的機織碳纖維織物預成型件。CIKONI公司完成了懸垂模擬,以確定在0°/90°和±45°的無卷曲織物層上實施省道切割(dart cut-outs)的需要(如圖1的a、b所示)。然后,利用后續的成形極限圖來設計活性夾層,它們被夾在不同的區域(如圖1b中的綠色漏斗)。
圖1 主動預防褶皺/缺陷:活性夾層是金屬板。在預成型過程中,將這些金屬板放在外圍成型邊緣的層之間,采用壓電致動器對它們進行激活,以減少摩擦(上)。當與“離散層的訂制夾緊”結合時,活性夾層能減少或消除復雜形狀預成型件中的褶皺和其他缺陷(左上)。基于懸垂模擬以及后續的成形極限圖,即可為生產梅賽德斯-奔馳E級轎跑車行李箱蓋的無褶皺預成型件而開發出活性夾層。在0°~90°的無卷曲織物層上應用交叉力,在±45°的無卷曲織物層上應用0°~90°的力(a和b,下左)。CIKONI公司(德國斯圖加特)還將活性夾層開發成為一種低成本的自動化預成型系統,用于循環時間3min.的中等產量的部件生產,包括自動化的切割和操作(圖片來自CIKONI)
“通過迭代模擬,對這些夾緊區域進行測試,然后再進行試驗優化。”Nezami說,“我們完全能夠去掉初始的纖維波紋,并將褶皺大小從11mm減小到3mm,以使它們只保留在主承載區和可見區域的外部。”盡管Nezami認為活性夾層是用于梅賽德斯-奔馳部件的唯一可能的解決方案,但CIKONI 卻將其開發成為一種“能夠以3min.的循環時間,實現中等批量的部件生產”的低成本自動化預成型系統,包括自動化的切割和操作。

 English
English 簡體中文
簡體中文































