
玻璃鋼是20世紀60年代后期船舶制造的一種新型的復合材料,具有質量輕,強度高,耐腐蝕,可塑性強的特點。經過數十年的發展,玻璃鋼材料已在中小型船艇建造上得到了大量應用,尤其是在近年來在游艇,高速艇和旅游客船上得到了廣泛的使用,更尤甚近又在漁船上應用。玻璃鋼船舶建造成型工藝也由較早使用的手工糊制,模壓成型技術,發展到纏繞,噴射,注射多種方法,機械化成型比例越來越高。
1. 真空導入工藝(Vacuum infusion process,VIP)
真空導入工藝,簡稱VIP,在模具上鋪增強材料(玻璃纖維,碳纖維,夾心材料等,有別于真空袋工藝),然后鋪真空袋,并抽出體系中的空氣,在模具型腔中形成一個負壓,利用真空產生的壓力把不飽和樹脂通過預鋪的管路壓入纖維層中,讓樹脂浸潤增強材料后充滿整個模具,制品固化后,揭去真空袋材料,從模具上得到所需的制品。VIP采用單面模具(就象通常的手糊和噴射模具)建立一個閉合系統。
真空導入工藝公諸于世很久了,這個工藝在1950 年出現了記錄。然而,直到近幾年才得到了發展。由于這種工藝是從國外引入,所以在命名上有多種稱呼,真空導入,真空灌注,真空注射等。
2.理論
真空導入工藝基于1855年法國水力學家達西創立的水力理論,能被廣泛的應用,有其理論基礎的,這就是著名的達西定律:
Darcy’s Law)t=? 2h/(2 kDP ),t 是導入時間,由四個參數來決定;h-樹脂粘度。從公式上可以看出所用樹脂的粘度越低,則所需導入時間就越短,因此真空導入所用的樹脂粘度一般不能太高。這樣可以使樹脂能夠快速的充滿整個模具。-注射長度,指的樹脂進料口與到達出料口的之間的距離,距離長當然所需的時間亦長。DP-壓力差, 體系內與體系外壓力差值越大,對樹脂的驅動力也越大,樹脂流速越快,當然所需導入時間也越短。k= 滲透性,指玻纖,夾心材料等對樹脂浸潤好壞的參數。k 值大說明浸潤好,象多向氈要比方格布,短切氈易被樹脂浸潤。因此為了使得樹脂在增強材料被壓實的情況下能方便的充滿體系,一般會人為設置一些導流槽,比如在夾心泡沫上下打孔等。
3.材料要求
作為以真空導入工藝生產的船舶中使用的樹脂要求:
(I)低粘度。一般在100-400mPa.s左右。好不高于200mPa.s;(2)適當的放熱峰溫度,一般不高于80℃;(3)在使用溫度達到60℃前,玻璃鋼層材仍有合適的強度;(4)長期在潮濕環境下(相對濕度95%),仍與所選玻璃布有很好的結合強度:(5)可在常溫下固化;(6)有足夠長的凝膠時間,保證工藝的完成,而且后能完全固化;(7)耐氣候性好;(8)耐油脂性好;(9)阻燃性好;(10)價格低;(11)固化收縮率低等。
對于樹脂體系的各種組分,如樹脂、固化劑、促進劑、阻聚劑、色漿和填料等都要開展相應的樹脂流動性、粘度和固化反應動力學的研究,以保證工藝的可靠性(圖3)。其研究手段包括DSC、DTA、動態粘度計等。
3.1樹脂
當準備開始真空導入的試驗時,先要選用合適的樹脂,是環氧樹脂還是不飽和聚酯樹脂。真空導入工藝的樹脂,不能用普通的樹脂來代替,它對粘度,凝膠時間,放熱峰,浸潤性等有特殊的要求,具體可咨詢樹脂供應商。

3.2固化體系
如果是環氧樹脂,要使用其相對應的專用固化劑;不飽和樹脂常用的固化劑是過氧化甲乙酮。不同的廠家其質量是不一樣的,選用時對其評價,不能因為用量少的材料而影響到整個制品的質量。

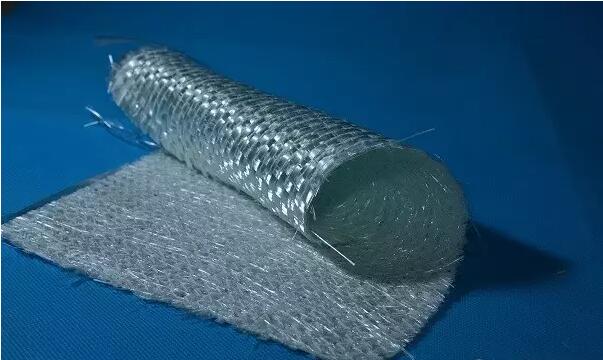
3.3 增強材料
增強材料一般常用的是玻璃纖維和碳纖維。比如復合縫邊氈,單布等,具體要根據力學設計。選用時好做一下實驗,滲透性如何,因為纖維在制造過程中選用的浸潤劑,粘接劑的不同對樹脂的浸潤會不一樣,導致終制品的力學性能會有很大的差異。
3.4夾心材料
一般常用的是Balsa 木,PVC 泡沫,PUR/PIR 泡沫,強芯氈等。依據制品的需要選用合適的夾心材料。
3.5設備、輔材
真空泵,接口,壓力表,導流管,脫模布,導流布,真空袋等等。真空導入工藝用所的材料不是隨隨便便拿來就能用,每種材料都要經過實驗加以確認,以此判斷是不是適用.

一般來說,各種形式的增強材料,如短切氈、長絲氈、無捻粗紗織物(方格布)、加捻織物、縫編織物以及夾芯材料(泡沫、輕木和蜂窩)等都可以應用,應用的織物面密度大可至87kg/M2。但是要注意到,不同織物對真空導入工藝的影響是很大的,要盡量采用滲透率高、對樹脂浸潤性好的織物。
在采用芯材時,則需采用GPS芯材。
4 真空樹脂導入工藝研究
4.1樹脂的流動可分為兩類:
由壓力梯度決定的浸潤或宏觀流動(紗線束間)的流速。(Macroscopic flow)。
由纖維毛細管壓力和表面張力決定的浸透或微觀流動(紗線束內)的流速。(Microcosmicflow)
影響流速和流道的因素包括:原材料、導流介質、鋪層和真空度等。兩種速度必須相當,如果流動前鋒一旦匯合,就很難排出所包裹的氣體,在微觀層次上排除氣體要受到樹脂粘度和纖維束周圍表面張力的影響。
研究發現,高滲透率導流介質的應用,大大縮短了充模時間,樹脂在導流介質中流動大大快于在預制件中的流動,但二者的差距保持一個恒定值,充模時間只是導流介質滲透率的函數,受預制件滲透率的影響很小。導流介質的應用使充模時間減少50-80%。
在工藝中要防止由于不合理鋪層等導致的“短路效應(cutline)”,在這些低阻力區,樹脂流動速度會增加10-100倍,從而使工藝不能在預想的情況下進行。
目前有相當多的軟件可模擬真空導入工藝中的流動過程,包括樹脂流動前鋒的位置和圖樣,可預先發現工藝中潛在的問題,并使工藝達到佳化

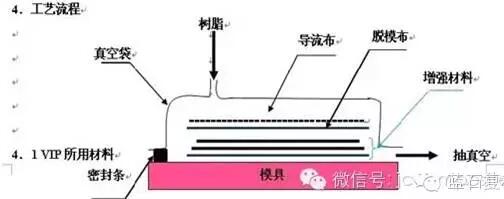
4.2 VIP 工藝流程
為了要了解材料如何使用和如何安排。為了解說方便,我們以如所例示意圖為例子。
步:準備模具
和其它積層工藝一樣,對VIP 來說高質量的模具也是必須的。表面要有較高的硬度和較高的光澤,并且模具邊緣至少保留15 厘米,便于密封條和管路的鋪設。對模具進行清理干凈,然后打脫模蠟或抹脫模水。

第二步:施工膠衣面可以根據制品的要求,可以用產品膠衣和打磨膠衣,選用類型有鄰苯,間苯和乙烯基。用手刷和噴射的方法施工膠衣。

第三步:增強材料鋪設
選用增強材料-玻璃纖維,碳纖維,夾心材料…這要依據制品強度要求來定。選擇增強材料對積層工藝來說是很重要的一步,但對于VIP 要多考慮幾點。雖然所有織物都可以用,但不同的材料和織法會影響樹脂流速。

第四步:真空袋材料鋪設
先鋪上脫模布,接著是導流布,后是真空袋。在合上真空袋之前,要仔細考慮樹脂和抽真空管路的走向,否則有的地方樹脂會無法浸潤到。鋪設時要非常小心,以免一些尖銳物刺破真空袋。

第五步:抽真空
鋪完這些材料后,夾緊各進樹脂管,對整個體系抽真空,盡量把體系中空氣抽空,并檢查氣密性,這一步很關鍵,如有漏點存在,當樹脂導入時,空氣會進體入體系,氣泡會在漏點向其它地方滲入,甚至于有可能整個制品報廢。

第六步:導入樹脂
樹脂加入硬化劑攪拌均與,把進樹脂管路插入配好的樹脂桶中,根據進料順序依次打開夾子,注意樹脂的量,必要時及時補充。

第七步:脫模
樹脂凝膠固化到一定程度后,揭去真空袋材料。從模具上取出制品并進行后處理。

兩者的優缺點比較如下:
手糊工藝(Hand lay-up)是一種開模工藝,目前在玻璃纖維增強的聚酯復合材料中占65%。他的優點是在模具的形狀改變上有很大的自由度,模具價格低,適應性強、產品性能得到市場認可和投資少等。所以特別適合于小公司,也適合于船舶及航空航天產業,這兒通常是一次性的大部件。但該工藝也存在一系列問題,如可揮發有機物(VOC)排放超標、對操作人員的健康影響大、人員易流失、許用材料限制多、產品性能低,樹脂浪費并且用量大等,尤其是產品質量不穩定,產品的玻纖和樹脂比例、部件厚度、層材制造速率、層材的均勻性等都受操作人員的影響,要求操作人員有較好的技術、經驗和素質。手糊產品的樹脂含量一般在50%-70%左右。開模工藝的VOC排放超過500PPm,苯乙烯的揮發量高達使用量的35%-45%。而各國規定都在50-100PPm。目前國外大都改用環戊二烯(DCPD)或其它低苯乙烯釋放樹脂,但苯乙烯作為單體還沒有好的替代品。
真空樹脂導入工藝是近20年來發展的低成本制造工藝,尤適合于大型產品的制造。其優點如下:
(1)產品性能優良,成品率高。在同樣原材料的情況下,與手糊構件相比,真空樹脂導入工藝成型構件的強度、剛度及其它的物理特性可提高30%-50%以上(表1)。工藝穩定后成品率可接近100%。
(2)產品質量穩定,重復性好。
(3)抗疲勞性能提高,可減輕結構重量。
(4)環境友善。
(5)產品整體性好。
(6)減少原材料使用,減少用工。
(7)制品精度好。
當然目前真空樹脂導入工藝也有一定的缺點:
(1)準備工序時間較長而且較為復雜。需要正確的鋪層、鋪設導流介質、導流管、有效的真空密封等。因此對于小尺寸產品,其工藝時間反而超過手糊工藝。
(2)產生較多的廢料。如真空袋膜、導流介質、脫模布及導流管等輔助材料都是一次性使用,而且目前相當多的要依賴進口,故生產成本比手糊工藝高。但產品越大,這個差別越小。隨著輔助材料的國產化,這一成本差別也越來越小。當前研究可多次使用的輔助材料是本工藝的一個發展方向。
(3)工藝制造有一定的風險。尤其是大型復雜結構產品,一旦在樹脂灌注中失敗,產品易報廢。
因此要有較好的前期研究,嚴格的工藝控制和有效的補救措施,以保證工藝的成功。
5 結語
藍石公司工作團隊通過理論結合實踐的操作, 總結國內市場的技術支持和工廠生產經驗, 累積了成套工藝技術支持的能力. 可為客戶提供從材料選型,模具生產,樣制作,生產管理的一站式技術和材料配套服務.
更多信息請關注復材網m.lzzz.net
 English
English 簡體中文
簡體中文































