
預發(fā)泡注塑成型技術用于生產(chǎn)泡沫塑料,具有成本優(yōu)勢,特別適合用于纖維增強輕質(zhì)塑件的制造。德國注塑機制造商阿博格公司向市場推出了多種高強質(zhì)輕塑料件高 效生產(chǎn)新工藝,2015年次展示了公司的新技術——預發(fā)泡物理發(fā)泡,該技術使用傳統(tǒng)的注塑機就能得到泡孔結構均勻發(fā)泡塑件,而且能減小其翹曲變形。
為了提高效率,保護資源,減輕重量與降低成本,工業(yè)界都在追求使用輕質(zhì)零件,其中的汽車制造業(yè)一馬當先,交通、物流、醫(yī)藥技術與包裝以及建筑服務工程領域也在追求材料輕量化。阿博格(Arburg GmbH+CoKG)公司與相關高校及專家合作研究,已經(jīng)開發(fā)出許多具有前瞻性而且成熟輕質(zhì)材料生產(chǎn)工藝。
比較成熟的輕質(zhì)材料生產(chǎn)工藝主要有:粒子泡沫復合注塑成型(PCIM),該技術是將熱塑性塑料模塑到已經(jīng)發(fā)泡的初級塑件上,熱塑性塑料與發(fā)泡初級塑件緊密結合并賦予塑件額外的功能,該技術還可將標準件(如螺紋)與塑料材料在成型中進行結合而成為一體的塑件。另一工藝是纖維直接復合技術(FDC),該技術可用來加工生產(chǎn)具有各種不同玻纖纖長度、不同玻纖含量與不同材料組分的輕質(zhì)玻璃纖維增強零件,生產(chǎn)過程中可使用價廉無捻粗紗玻纖,玻纖在側進料裝置里進行切斷再直接加進塑料熔體中進行成型。FDC設備與熱塑性塑料復合片材的二次加工設備組合,F(xiàn)DC工藝可用來生產(chǎn)具有增強或其它功能的復合塑件。
預發(fā)泡物理發(fā)泡新技術使塑料輕質(zhì)化系列工藝趨于完整,用該技術加工纖維增強塑料尤其合適,還可用于微發(fā)泡結構塑料的生產(chǎn)以實現(xiàn)塑料顯著的輕質(zhì)化。
物料與發(fā)泡劑的連續(xù)供料
阿博格公司與德國亞琛塑料加工研究所(IKV)合作研究了預發(fā)泡加工工藝并將該技術應用于成熟的工業(yè)生產(chǎn)。與要使用粉末狀的發(fā)泡劑并在工藝熱的作用下溶于塑料原料的化學發(fā)泡不同,該物理發(fā)泡工藝沒有制品因熱分解導致產(chǎn)品機械性能劣化的風險,也不會腐蝕模具或引起模具污損。在傳統(tǒng)的注塑機上安裝一個簡單的裝備,就可以得到塑料熔體與發(fā)泡工藝所需要的氣體的均勻混合物(如圖1所示)。

圖1 預發(fā)泡能夠完成熱塑性塑料的物理發(fā)泡。新工藝特別適合用于纖維增強塑料的成型
兩個獨立存料倉中的粒料由具有權的鎖閉裝置分開或聯(lián)通,即由可打開與關閉的錐形閥連續(xù)提供物料與發(fā)泡劑。低位倉存貯發(fā)泡劑且始終保持壓力,而高位鎖閉料倉中的壓力在環(huán)境壓力(大氣壓)與發(fā)泡劑存料倉壓力之間交替變化。當高位貯料倉進料時,低位料倉的錐形閥處于關閉狀態(tài)。一旦物料充滿高位倉,進料裝置停止進料并建立起與發(fā)泡劑存貯倉相同的壓力,接著是兩料倉之間的錐形閥打開,這樣塑料粒料就可以流進低位貯料倉。
物料與發(fā)泡劑通過標準的三段式螺桿擠出機供料,與硅膠的注射模塑一樣,螺桿塑化單元附加密封在螺桿驅(qū)動端并安裝有針式鎖閉噴嘴,在物料進料區(qū)有連續(xù)的加工壓力的作用,這樣就會創(chuàng)建發(fā)泡劑起作用的環(huán)境。塑化裝置的壓力與溫度增加塑料熔體吸收發(fā)泡劑的速度,物料注射進入模具時中僅經(jīng)受了壓力下降過程或此后較短時間的飽和吸收發(fā)泡劑與發(fā)泡劑解吸的過程。
在形成微發(fā)泡“泡孔”時發(fā)泡氣體再次從物料中逸出,“泡孔”在塑料熔體固化時“凍結”。與傳統(tǒng)沒有發(fā)泡的注射成型塑件相比,依據(jù)物料與成核過程的情況不同,可以得到極為均勻泡孔結構的泡沫塑料,其密度有顯著的減小。
預發(fā)泡技術在纖維增強塑料加工中的優(yōu)勢
預發(fā)泡技術具有工藝過程簡單的特點,預發(fā)泡設備采用集成化設計并安裝了阿博格公司開發(fā)的專用控制系統(tǒng),使該設備能用于Allrounder系列注射機上。唯一需要調(diào)整的參數(shù)是是粒料鎖控制器的“發(fā)泡工藝用氣壓力”,具有Selogica機器控制系統(tǒng)的粒料鎖控制器通過控制界面來完成所需要的參數(shù)調(diào)節(jié)(圖2所示)。
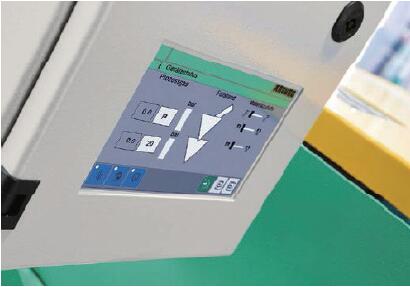
圖2 可變“發(fā)泡工藝所需氣體壓力”參數(shù)調(diào)節(jié)設置在粒料鎖控制器上
與傳統(tǒng)的注射模塑件相比,用預發(fā)泡技術生產(chǎn)的細小泡孔塑件重量更輕、縮孔更小、翹曲變形與內(nèi)應力更小,用預發(fā)泡技術可加工不同厚度的塑件。因為發(fā)泡用氣體充在熔體中降低了熔體黏度,注射成型時可在更低的注射壓力與鎖模力下操作,減少了能量消耗,成型周期也縮短了。與使用傳統(tǒng)的注射成型生產(chǎn)塑件相比,塑件重量明顯減輕。根據(jù)加工物料的不同,通過變溫工藝控制,塑件的表面質(zhì)量得到進一步的提高。例如,該工藝對減少塑件表面條紋的形成大有幫助。
雖然如上所述的優(yōu)點對所有物理發(fā)泡注射模塑工藝都有效,尤其是MuCell發(fā)泡工藝,預發(fā)泡工藝還是具有顯著的特征:特別適合加工生產(chǎn)用長玻纖增強新工藝泡沫塑件,實現(xiàn)塑件機械性能的改善。原因是在物料塑化期間螺桿上沒用使用剪切或混合單元,減小了剪切力,結果是纖維較少損壞,因此纖維具有更大的平均長度。
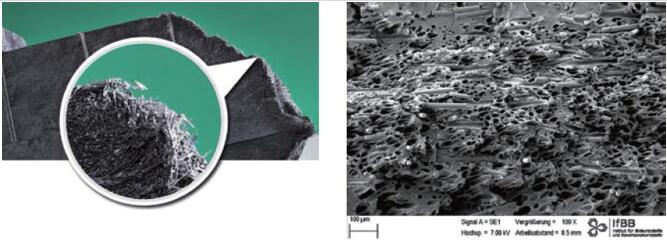
圖3預發(fā)泡工藝可用來生產(chǎn)纖維增強的發(fā)泡塑料件,通過放大可觀察到塑件中長玻纖(左圖)與計算機斷面影相檢測照片(右圖)
通過計算機斷面影相檢測塑件泡沫結構凸顯該技術的效果:塑件外層保留密實結構及長玻纖的長度,這對于保持外塑件殼層的機械剛性很重要(圖3所示)。與傳統(tǒng)的注射成型相比,同樣是采用物理發(fā)泡注射成型工藝,用預發(fā)泡技術加工玻纖增強塑料時,一般來說后者加出得到的塑件中玻纖平均長度更長些(如圖4所示)。
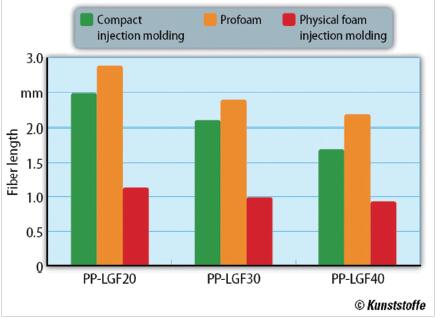
圖4 用預發(fā)泡工藝加工長纖維增強物料,塑件中的玻纖平均長度大于相同條件下傳統(tǒng)注射成型塑件的玻纖長度或物理發(fā)泡注射成型工藝塑件中的玻纖長度,詳細數(shù)據(jù)請見方框中的測量數(shù)據(jù)。
實例:20%玻纖增強聚碳酸酯制作的汽車零件外殼
下列幾點應予重視,均與模具設計及制造相關:
1、塑件的壁厚越大,冷卻時間越長,這就是為什么必須確保成型加工工藝參數(shù)設定正確的原因。如果沒有充分的冷卻時間,隨后的發(fā)泡將存在風險并導致產(chǎn)生廢品。
2、在預發(fā)泡工藝中不能使用開放式熱流道系統(tǒng)。
3、模具必須有良好的排氣以免發(fā)生氣穴現(xiàn)象,導致制品上有凹陷甚至塑料燒料。
4、在生產(chǎn)大型塑件時,模具型芯必須得到有效冷卻或進行溫度控制,以便得到性能優(yōu)的塑件。
在德國弗里德里希港舉辦的2015年國際塑料交易展(Fakuma)上,阿博格公司使用的是鎖模力為2500 KN液壓式注射機與單腔模演示了預發(fā)泡技術,是以安裝在汽車內(nèi)部的殼型塑件生產(chǎn)為例來進行演示(如標題圖所示)。該含有20%玻纖的輕質(zhì)聚碳酸酯塑件注射成型周期約為65秒。此塑件重量減少的潛力令人印象深刻:預發(fā)泡技術生產(chǎn)的該塑件重361克,傳統(tǒng)注射得到的同樣的殼件為414克,預發(fā)泡技術使其重量減輕了13%,也實現(xiàn)了物料消耗相應的減少。
總結
預發(fā)泡技術雖然使塑件的重量減輕了,但其韌性沒有下降甚至更高,這正為目前正進行的輕質(zhì)化工藝所關注。新的預發(fā)泡工藝不只是一個簡單靈活的塑料發(fā)泡技術,而且還能對物料進行柔和加工,因此特別適合加工纖維增強塑料。該技術使人們能夠得到機械性能優(yōu)異且質(zhì)輕的塑料制件。
輕質(zhì)化工藝目前仍存在的挑戰(zhàn)之一是產(chǎn)品的表面質(zhì)量的改善,汽車工業(yè)特別樂見在此領域的進步。其解決方案是塑料多組份技術或塑件模內(nèi)復合薄膜裝飾技術與變模溫控制技術形成的組合技術,這些解決方案是否采用還必須根據(jù)其成本效率來考慮。由于所加工物料的節(jié)約,尤其是可用來生產(chǎn)輕質(zhì)泡沫塑料注射件的熱塑性塑料原料的節(jié)約會更加得到重視。
更多信息請關注復合材料信息網(wǎng)m.lzzz.net
 English
English 簡體中文
簡體中文































