
 English
English 簡體中文
簡體中文
































每年,JEC復合材料創新獎都會表彰復合材料行業內成功的倡議和合作努力。在過去的26年里,該項目吸引了全球2000多家公司,表彰了225家公司和573家合作伙伴在復合材料創新和有效合作伙伴關系方面的杰出成就。
2024年的展會中,Röchling Automotive SE憑借反應性熱塑性拉擠成型榮獲JEC的汽車和道路運輸類工藝獎。
獲獎理由:
反應性熱塑性拉擠成型能夠生產經濟高效且高彈性的汽車零部件。型材通過注塑或壓縮成型集成到最終部件中。基于PA6的復合材料無需拆卸即可簡單回收。這項創新是使用現場拉擠PA6GF型材來制造汽車行業經濟高效的復合材料零件。
通過使用連續拉擠成型與最先進的注塑成型來高效生產增強零件,可以實現高效低成本的生產。拉擠型材可實現的纖維含量高于替代增強材料,并且由于注塑成型和拉擠型材采用相同的塑料材料,整個部件可以回收利用,無需任何拆卸操作。
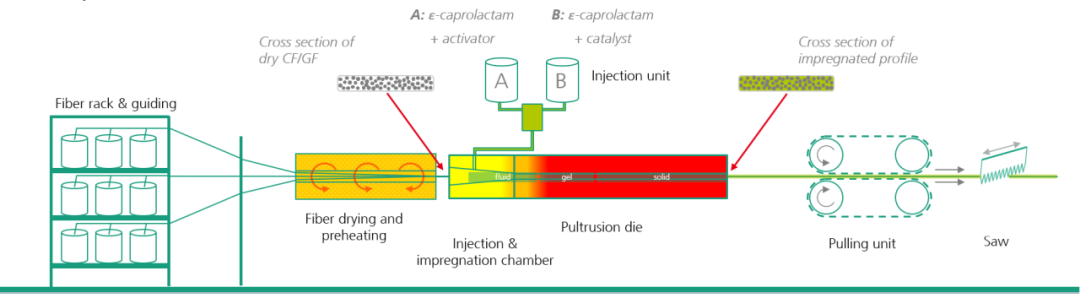
與通常的拉擠工藝相比,反應注射(RIM)拉擠工藝的特點在于:拉擠過程中是將樹脂組份直接注入樹脂浸漬腔或拉擠模具入口處與增強材料浸漬,然后通過加熱的模具成型,它實際上是將拉擠工藝與(RIM)模塑工藝結合起來,而形成的一種很有特色的工藝。增強纖維通過導紗器和預成型模后,進入連續樹脂傳遞模塑模具中,在模具中以穩定的高壓和流量,注入專用樹脂,使增強纖維充分浸透和排除氣泡同,在牽引機的牽引下進入模具固化成型,從而實現連續樹脂傳遞模塑或稱注射拉擠。這種方法所用原料不是聚合物,而是將兩種或兩種以上液態單體或預聚物,以一定比例分別加到混合頭中,在加壓下混合均勻,立即注射到閉合模具中,在模具內聚合固化,定型成制品。由于所用原料是低黏度液體,用較小壓力即能快速充滿模腔,所以降低了合模力和模具造價,特別適用于生產大面積制品。反應注射成型要求樹脂的各組分一經混合,立即快速反應,并且能固化到可以脫模的程度。成型設備的關鍵是混合頭的結構設計、各組分準確計量和輸送。此外,原料貯藏及模具溫度控制也十分重要。
通過利用反應性熱塑性基質,如聚合成聚酰胺6(PA6)的ε-己內酰胺,結合反應注射拉擠成型工藝成型的型材具有極大競爭性的機械性能、通過二次成型進行熱成型和功能化的潛力,以及易于機械回收,使其成為各行業節能和資源節約部件的理想選擇。
ε-己內酰胺的粘度非常低(約10mPa*s),確保了增強纖維的最佳浸漬。通過調節市售材料中活化劑和催化劑的濃度,可以控制聚合速率,從而實現高拖運速度和經濟高效的生產。基質的陰離子聚合與選定的纖維相結合,在基質和纖維之間形成化學鍵,從而產生與熱固性基質相當的性能。基質改性也可以使用添加劑,如著色劑和阻燃劑。
因為水分阻會礙聚合,因此人們已經做了很多努力來克服ε-己內酰胺反應過程中水分帶來的挑戰。Röchling公司開發了避免和補償水分影響的技術,確保即使在惡劣環境中也能穩定生產出高質量的制件。PA6型材可以直接取代熱固性型材,也可以在LFT-D或注塑工藝中與短纖維增強聚合物結合用作局部增強材料。目前反應性熱塑性拉擠成型的PA6制件已經廣泛應用于電池外殼、圓頂支柱和加強元件等汽車動力部件和結構部件。