
 English
English 簡(jiǎn)體中文
簡(jiǎn)體中文
































Shift2 Rail European計(jì)劃等舉措鼓勵(lì)研究創(chuàng)新的鐵路產(chǎn)品解決方案,目的是將歐洲鐵路系統(tǒng)的運(yùn)力增加一倍,提高其可靠性和服務(wù)質(zhì)量,同時(shí)將生命周期成本減半。
降低現(xiàn)有金屬列車(chē)車(chē)廂結(jié)構(gòu)的重量是實(shí)現(xiàn)這些目標(biāo)的工作之一。車(chē)廂結(jié)構(gòu)使用復(fù)合材料將減輕列車(chē)的總重量,從而增加其有效載荷(乘客和行李)和速度。
在AERFITEC聯(lián)盟(由Aernnova、Fidamc和Tecnalia組成)實(shí)施的PIVOT項(xiàng)目框架內(nèi),研究了不同材料的非熱壓罐(OOA)工藝,如浸漬、半預(yù)浸和拉擠成型,以開(kāi)發(fā)可在一次成型工藝中生產(chǎn)高度復(fù)雜結(jié)構(gòu)的工藝組合。
Tecnalia與AERFITEC聯(lián)盟PIVOT和PIVOT2項(xiàng)目(軌道車(chē)輛性能改進(jìn)-授權(quán)協(xié)議777629和881807)的合作伙伴一起,致力于開(kāi)發(fā)一種高度集成復(fù)合材料技術(shù)的列車(chē)車(chē)體,同時(shí)滿(mǎn)足EN 45545歐洲標(biāo)準(zhǔn)的嚴(yán)格防火要求。
減負(fù)策略
當(dāng)前的列車(chē)車(chē)體由覆蓋有整流罩的金屬結(jié)構(gòu)形成,整流罩具有空氣動(dòng)力學(xué)、美學(xué)、維護(hù)、元件保護(hù)、安全等方面的功能。功能性,但絕不是結(jié)構(gòu)性的。
承受主要機(jī)械應(yīng)力的結(jié)構(gòu)包括大量需要許多連接操作(用鉚釘、螺栓或焊接接頭)的零件,增加了制造成本。
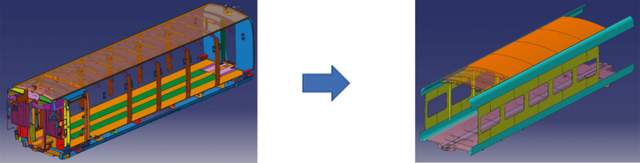
Talgo的金屬列車(chē)車(chē)體結(jié)構(gòu)的3D CAD和Tecnalia的簡(jiǎn)化一次性復(fù)合材料結(jié)構(gòu)的3D CAD(從左至右)
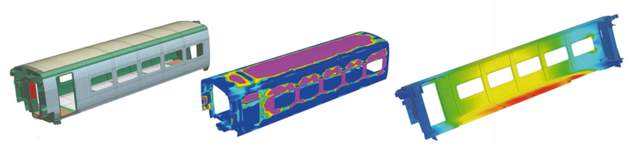
網(wǎng)格劃分和有限元分析
該項(xiàng)目的主要減重策略是通過(guò)使用具有高機(jī)械性能的復(fù)合材料的一次性制造工藝來(lái)統(tǒng)一整流罩和結(jié)構(gòu)。為此,該團(tuán)隊(duì)尋找滿(mǎn)足鐵路標(biāo)準(zhǔn)主要要求的商業(yè)材料,并特別關(guān)注防火煙毒(FST)復(fù)合材料,通過(guò)OOA制造工藝(如浸漬、拉擠成型和OOA半浸漬材料)選擇最合適的材料進(jìn)行整合。組合和集成不同的制造技術(shù)是實(shí)現(xiàn)減重目標(biāo)的關(guān)鍵。組合的主要優(yōu)勢(shì)是可以靈活地尋求每種技術(shù)的最佳優(yōu)勢(shì),并根據(jù)最新應(yīng)用定制屬性,但由于高度專(zhuān)業(yè)化,需要對(duì)不同技術(shù)有深入的了解。集成的主要優(yōu)點(diǎn)是減少了不同部件之間的機(jī)械連接。
迭代設(shè)計(jì)過(guò)程包括通過(guò)有限元法(FEM)使用靜態(tài)和動(dòng)態(tài)(固有頻率-模態(tài))分析計(jì)算不同的結(jié)構(gòu)配置,同時(shí)考慮運(yùn)行時(shí)的負(fù)載規(guī)范和邊界條件的要求。
高級(jí)技術(shù)要求和規(guī)范
鐵路部門(mén)要求列車(chē)車(chē)體在機(jī)械應(yīng)力、抗沖擊性、振動(dòng)、聲學(xué)等方面符合某些高水平的要求和規(guī)范。本文重點(diǎn)介紹EN 45545中規(guī)定的鐵路車(chē)輛防火要求,其中防火性能要求取決于材料的固有性質(zhì),還取決于材料或部件在設(shè)計(jì)中的位置(內(nèi)部或外部)、其具體用途(家具、電工或機(jī)械設(shè)備)、暴露和相對(duì)質(zhì)量,以及材料的形狀、厚度和分布。

泰克納利亞公司的煙火毒性試驗(yàn)
該研究基于評(píng)估材料是否符合EN- 45545-2的R7要求,考慮了危險(xiǎn)等級(jí)(HL),通過(guò)以下試驗(yàn)進(jìn)行:–根據(jù)ISO 5658 2:2006的火焰蔓延試驗(yàn);–燃燒反應(yīng)試驗(yàn),量熱錐法,根據(jù)ISO 5660 1:2015;–根據(jù)ISO 5659 2:2017的規(guī)定,在50 kW/m2的熱攻擊下進(jìn)行煙霧和毒性試驗(yàn),以計(jì)算Dsmax、Ds、VOF4和CITg。
制造過(guò)程:通過(guò)比例演示器進(jìn)行微調(diào)
列車(chē)地板是框架最關(guān)鍵的結(jié)構(gòu)部分,因?yàn)樗ㄟ^(guò)車(chē)鉤接頭在不同列車(chē)車(chē)廂之間傳遞大部分載荷。
從13米長(zhǎng)和2.8米寬的地板設(shè)計(jì)開(kāi)始,耦合器區(qū)域(1×1.3米)的簡(jiǎn)化比例演示器被設(shè)計(jì)用于驗(yàn)證拉擠型材在泡沫芯夾層結(jié)構(gòu)內(nèi)的集成,并驗(yàn)證半預(yù)浸材料在過(guò)渡區(qū)域的層壓和懸垂性,例如帶有耦合器的HVAC系統(tǒng)的后部集成區(qū)域。
為了制造驗(yàn)證機(jī),設(shè)計(jì)并制造了一個(gè)模具,在該模具中,最初,下蒙皮由具有“下降”的不同方向的不同層層壓而成。縱向和橫向拉擠型材安裝在下蒙皮上。使用薄膜粘合劑和填充膏,在型材之間完成泡沫芯的切割圖案。接下來(lái),層壓上半預(yù)浸蒙皮,試圖使不同方向的層適應(yīng)形成耦合器和HVAC間隙的幾何過(guò)渡。最后,使用用于壓實(shí)和固化的真空袋,在烘箱中在100℃下固化該部件4小時(shí)。銑削后獲得的結(jié)果如下所示。
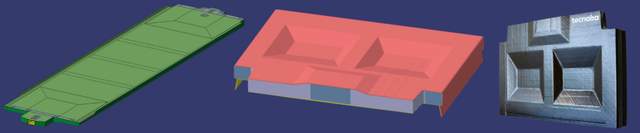
概念整合結(jié)構(gòu)(左)和地板耦合器區(qū)域(右)整合輕型軌道車(chē)輛復(fù)合結(jié)構(gòu)的比例演示器的底面符合高防火要求。
制造過(guò)程:放大和實(shí)際測(cè)試驗(yàn)證
一旦制造過(guò)程得到驗(yàn)證,就決定制造一個(gè)完整列車(chē)車(chē)體部分的全尺寸演示器,以在INNOTRANS22上展示項(xiàng)目成果,inno trans 22是一如既往在柏林舉辦的鐵路行業(yè)參考展會(huì)。
在部件和必要模具的設(shè)計(jì)中獲得的所有知識(shí)都被復(fù)制,隨后制造了1:1比例的混合復(fù)合材料車(chē)體結(jié)構(gòu)演示器,用于Talgo高速列車(chē)的中級(jí)客車(chē),該演示器在每年在巴黎舉行的復(fù)合材料交易會(huì)JEC世界2023上展示和展出。
Talgo 350是一種已經(jīng)在西班牙運(yùn)行了15年的高速列車(chē),Talgo HHR變體已經(jīng)在沙特運(yùn)行了5年。車(chē)身主要尺寸為:長(zhǎng)12.140 mm寬2.942 mm高3.055 mm軸距:13.140 mm。車(chē)身分為兩個(gè)主要部分,在裝配過(guò)程結(jié)束時(shí)集成在一起:由鋁和CFRP制成的端壁,以及使用整體式、夾層式和拉擠型材制成的主管(車(chē)頂、側(cè)板和地板/主框架)。用于制造復(fù)合部件的技術(shù)(除了由Fiber Profil S.L .提供的拉擠型材)基于符合鐵路FST標(biāo)準(zhǔn)的CFRP semipreg材料的手工和半自動(dòng)鋪設(shè)。這避免了在制造主管時(shí)在鋼和/或鋁上進(jìn)行焊接。

完整截面的全尺寸演示器

CFRP車(chē)身的裝配圖(左)和內(nèi)部視圖(右)

在2023年JEC世界移動(dòng)星球上展出的演示者
總之,這項(xiàng)技術(shù)提供的優(yōu)勢(shì):
- 由于重量減輕了25%,有效負(fù)載能力更高
- 更低的能耗
- 簡(jiǎn)化裝配過(guò)程(避免鉚接和焊接操作)
- 提高利益相關(guān)方對(duì)TRL 6/7的技術(shù)準(zhǔn)備程度(TRL)