
 English
English 簡體中文
簡體中文
































日本中島螺旋槳有限公司成立于 1926 年,擁有 380 員工,年銷售額 240億是一家專業開發和制造船舶用螺旋槳的企業。其產品在日本國內占據 70%的市場,在占 30%的市場份額。
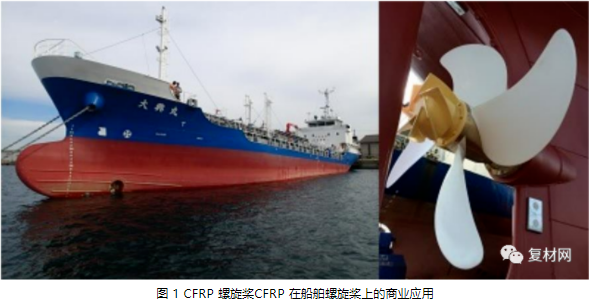
臺商船用碳纖維復合材料螺旋槳
中島螺旋槳公司將碳纖維復合材料的螺旋槳的制造定位為公司的下一代公司發展關鍵技術,從 2007 年開始與東京大學等研究機構共同開展研究,2015年實現了“次商用化”。目前是唯一一家能夠制造面向商用商船的碳纖維復合材料螺旋槳的企業。
船舶用螺旋槳中大的是油輪的螺旋槳,直徑約 10 米,這次螺旋槳使用的是碳纖維加強塑料(CFRP),目前大可以制造直徑 4.2 米的螺旋槳。現在日本國內每年造船數為 100 艘左右,其中 10%采用 CFRP 螺旋槳。CFRP 螺旋槳的材料費和制造費用都還很貴,將來隨著成本的降低,預計其數量會逐漸增加。
CFRP 螺旋槳優勢
先,從結構的觀點出發,「什么樣的螺旋槳是好的螺旋槳?」。評估螺旋槳的重要要素有「耐久性」,「輕量(低振動)」,「正確的形狀」三方面。
要素 1:耐久性
船舶,特別是在外洋航行的大型船舶,螺旋槳需要長時間的連續運行。大型油輪的航行時間為 1 個月,這意味著直徑 10 米的大型螺旋槳在 1 個月(720 小時)內不間斷地旋轉。考慮到這個前提,螺旋槳理所當然需要高耐久性。

要素 2:重量輕(低振動)
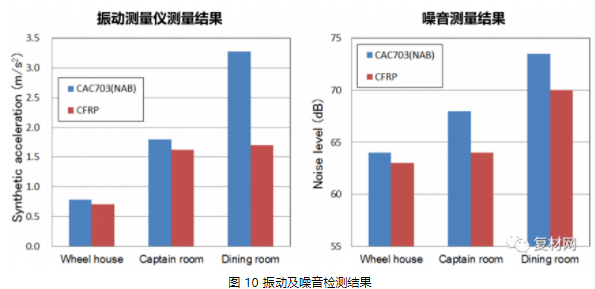
一般來說,在交通工具中,一般輕量化可以提高燃油效率,但是螺旋槳與船舶整體的重量相比是非常小的零件,所以即使重量減輕了,對整體的燃油效率的貢獻不大。倒是由于水中高速旋轉的螺旋槳的輕量化,對減振有良好的效果,從而降低了噪音。此外,發動機旋轉過程中,螺旋槳的輕量化可以是發動機的旋轉更加順暢,使發動機的負荷降低,特別是在暴風雨的天氣種航行時,這一點更為重要。
要素 3:精確的形狀
由于螺旋槳時長時間連續運轉,即使尺寸精度稍有不同,也會對發動機的性能和耐久性產生很大的影響。在螺旋槳的制造中,即使是直徑 10 米的大型螺旋槳,尺寸的公差也要控制在毫米范圍內,而且表面的光滑程度也需控制在毫米級。
因為碳纖維是高強度輕量材料,對于滿足上述三要素來說是非常出色的材料,中島螺旋槳公司將碳纖維加強材料(CFRP)螺旋槳作為下一代公司的主力產品重點推廣。
選擇 CFRP 材料的理由
通常的螺旋槳是鑄造銅合金制作的。中島螺旋槳公司的銷售額大部分也依銅合金螺旋槳。但是中島螺旋槳公司出于兩個理由,認為“必須著手開發生產碳纖維的螺旋槳”。
理由 1:銅資源的枯竭
銅已經成為稀有礦物資源,材料費也逐年高漲。今后銅的供應狀況好轉的希望不大,為了將來的準備,公司決定開發用碳纖維復合材料制造螺旋槳的技術。
理由 2:來自復合材料制造商的潛在威脅
目前,雖然在國內外公司在船舶螺旋槳領域占有很高的市場份額,但是將來碳纖維等復合材料的材料成本、制造成本下降的時候,復合材料制造商也許有可能進入到螺旋槳行業。為了應對潛在的威脅,必須逐步積累碳纖維復合材料的技術和經驗。因此從 2007 年開始著手研發,終于實現了商船上的商業化應用。
CFRP 螺旋槳的制作過程
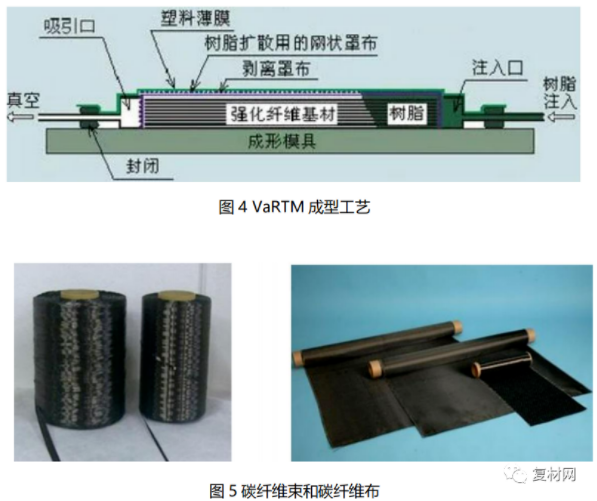
CFRP 螺旋槳采用真空輔助樹脂傳遞成型(VaRTM)工藝,通過碳纖維的樹脂浸漬及固化制作而成。VaRTM 成型法是指在成形型(成形模具—譯者注)上先鋪設強化纖維基材(玻璃纖維或碳纖維等編織物),用塑料薄膜封閉后再抽成真空,然后將液狀樹脂注入,由負壓原理使其完全浸入纖維基材各處并使其固化。為方便樹脂浸入(擴散)及獲得較好的葉片表面,在強化纖維基材與成形型以及塑料薄膜之間分別使用了專用的網狀罩布和剝離罩布。
生產過程中遇到的困難
當初中島螺旋槳公司著手開發的時候,雖然有銅合金的鑄造技術,但是關于碳纖維復合材料的浸漬成形是完全未知的領域,從零開始。此后,與東京大學反復共同研究得到了經驗技術,不過基本上是反復試驗和摸索的過程。
浸漬成型中,如何使樹脂均勻地穿過碳纖維層的空隙”是生產過程中的一個難點。無論是鑄造還是浸漬成型,其理想狀態都是使材料在模具內部均勻地延伸到各個角落,均勻地凝固。但是,在浸漬成型的情況下,由于模具內部有碳纖維凝塊,因此成為了障礙物,使樹脂材料均勻通過變得困難。
螺旋槳成品和碳纖維層的形狀和外觀體積都一樣。而且碳纖維層在浸漬前可通過真空壓力牢固地凝固,感覺已經沒有樹脂滲透的間隙了,其實成品螺旋槳的碳纖維部分和樹脂部分的體積比是 6:4。也就是說,即使真空緊貼也會殘留的碳纖維層之間的空間,以及碳纖維織紋部分的空隙,即使每一個都是微小的,但全部累計的話就會達到全體的 4 成。樹脂對碳纖維的浸漬,是一個緩慢地滲透到纖維織紋細微縫隙中的過程。因為有上述的前提條件,所以在碳纖維復合材料的浸漬成型中,要實現“纖維內部均勻地將樹脂滲透到各個角落,使其均勻地固化”的理想狀態變得非常困難。
從“經驗和直覺”到引入模擬
復合材料事業部櫻井部長說,一開始是用“經驗和直覺”,但是隨著訂單的增加,制造的螺旋槳的尺寸越來越大,僅僅憑經驗和直覺就很難處理了。尤其是碳纖維復合材料的情況下,一旦失敗的話,就會造成昂貴的碳纖維浪費。在確保成本、交貨期、質量的同時穩定生產大尺寸的螺旋槳,僅憑經驗和直覺還是有限的。
因此導入了模擬軟件,在計算機內部再現了浸漬成型,并轉換了方針,盡量在計算機上進行反復試驗。當時比較研究了幾個候選產品,PAM-RTM 于其他產品相比,在不僅可以注塑成型,還支持三維的 VaRTM 成型模擬,而且以東京大學為的國內有很多引進業績,所以采用了這個產品。
利用 PAM-RTM 進行含浸模擬
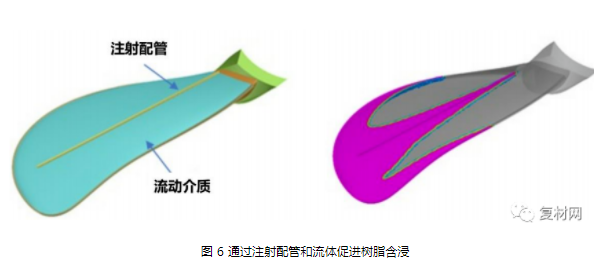
利用 PAM-RTM,主要改變“注入配管的數量、位置”和“液狀樹脂的大小、位置”這兩點。將樹脂浸入幾十、幾百層碳纖維中時,“樹脂沿著與葉片表面平行方向浸透”和“樹脂向與表面垂直的厚度方向浸透”這兩個方向的樹脂流動阻力有很大的差異,因此需要對這兩個方向進行控制。
其中,對于前者,將被稱為“流動介質”的網格狀片材配置在薄膜和碳纖維之間,由此促進和控制樹脂的滲透。關于后者向厚度方向的滲透,通過改變注入樹脂的配管的數量、位置、直徑,來控制浸漬狀態。使用 PAM-RTM 進行模擬時,計算時間約為 3 小時。
實際裝機及性能
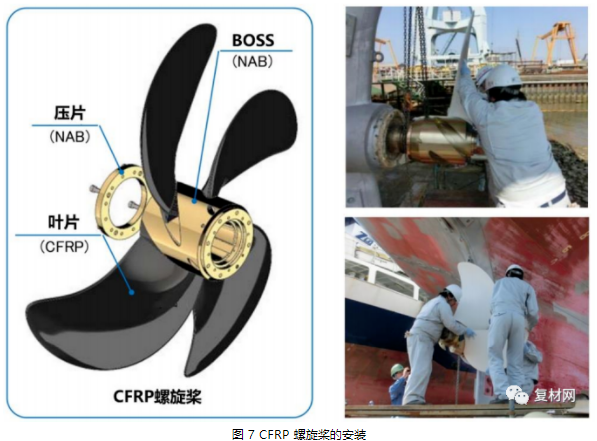

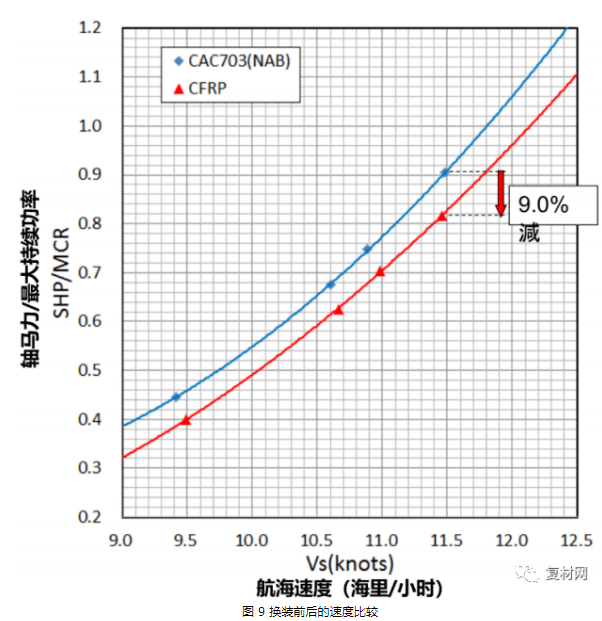
與傳統鋁青銅螺旋槳相比,CFRP 所需的功率減少了 9%,相信隨著在商船上逐步推廣使用后,能更好的提高燃料經濟性和運營效率。
其他裝機業績
1. 499G/T 化學品油輪主推進螺旋槳
輸出功率:735kW
螺旋槳直徑:2.12m
螺旋槳轉速:355rpm

2. 499G/T 化學品油輪主推進螺旋槳
輸出功率:735kW
螺旋槳直徑:2.12m
螺旋槳轉速:355rpm

3. 355G/T 化學品油輪主推進螺旋槳
輸出功率:735kW
螺旋槳直徑:2.0m
螺旋槳轉速:395rpm

4. 195G/T 輪渡主推進螺旋槳
輸出功率:441kW
螺旋槳直徑:1.6m
螺旋槳轉速:334rpm

5. 49G/T 漁船主推進螺旋槳

總結

參考文獻
ナカシマプロペラ株式會社、複合材料製プロペラの研究開発,2020