
 English
English 簡體中文
簡體中文
































使用樹脂減重
“SIENTA”的外裝減輕35%
豐田的MPV“SIENTA”汽車的外飾件“推拉門導軌罩”通過樹脂化,大幅減輕了重量(圖1)。這種樹脂材料為KANEKA開發的聚合物合金“JP-F”系列,是由聚碳酸酯(PC)與聚對苯二甲酸乙二醇酯(PET)組成的聚合物合金(PC/PET合金),適合作為汽車的外飾件。
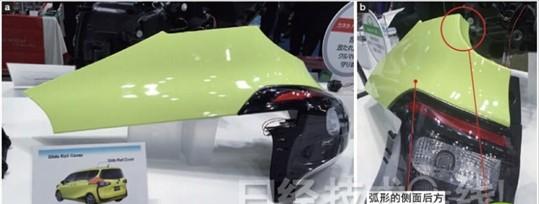
圖1:通過樹脂化減輕了重量的汽車外飾件
豐田MPV“SIENTA”的“推拉門導軌罩”是使用PC/PET合金注塑成型(a)。(b)從后方看到的外觀設計的特點。側面后方呈弧形、上端面彎折,形狀非常復雜。
新型PC/PET合金含有重量比為21%的無機填料,并且加入了配合劑。由此提高了性能。這種合金先是剛性高。彎曲彈性模量從過去的6000MPa提高到6300MPa,實現了能夠作為汽車外飾件的強度和剛性。
接下來,該材料的特點是線膨脹系數比過去小,接近鋼(鐵)。因為溫度變化引起的曲翹和收縮少,所以外觀設計性優良。而且,通過提高熔融時的流動性,還適用于大型成型品和薄壁成型品。
SIENTA的推拉門導軌罩形狀復雜,側面后方呈弧形、上端面彎折,很難使用沖壓加工鋼板的方法成型。為此,豐田采用了成型性好的新型PC/PET合金。
壁厚為3.0mm,強度和剛性與以往使用鋼板制作、厚度為0.8mm的導軌罩相當。通過改換新型PC/PET合金,實現了約35%的輕量化。
減重4成的耐熱導風管
汽車的耐熱導風管使用樹脂也減輕了重量(圖2)。由經營吹塑成型品的愛克賽爾(EXCELL,總部:東京)使用東洋紡供應的樹脂生產。與以往的耐熱導風管相比,重量大約減輕了40%。已經在富士重工業汽車中投入實用。

圖2:耐熱導風管(近)實現了約4成的輕量化
將以往的耐熱導風管(遠)的鋼管與橡膠管分別換成了PBT和TPEE。
耐熱導風管是在汽車發動機艙內,用來連接帶增壓器的發動機的排氣歧管與中冷器的部件。以往的耐熱導風管使用鋼管制作管體,在兩端的結合部使用橡膠管來吸收振動。鋼管與橡膠管之間通過金屬緊固件連接。
而新型耐熱導風管在管體的鋼管部分采用玻璃纖維增強聚對苯二甲酸丁二酯(PBT),兩端的橡膠管部分則改用聚酯彈性體(TPEE )“PELPRENE”。玻璃纖維增強PBT添加的玻璃纖維占重量的20%。耐熱性(使用環境溫度)方面,管體的玻璃纖維增強PBT部分和兩端的TPEE部分均為170℃。
通過更換樹脂材料,新型耐熱導風管的重量約為0.8kg,比過去的約1.3kg減輕了0.5kg左右。
成本也有所下降。這主要得益于減少了部件數量。以往的耐熱導風管使用1個鋼管部件、2個橡膠管部件和2個金屬緊固件,部件數量共計5個。而新型耐熱導風管通過采用一體成型的制造方式,部件數量僅為1個。
實現一體成型依靠的是吹塑成型法“交換吹塑(Exchange Blow)”。這是愛克賽爾開發的加工技術,能夠通過吹塑成型,使特性不同的兩種樹脂融為一體。新型耐熱導風管是使用具備硬質特性的PBT和軟質特性的TPEE,通過一體成型的方式制成的。
新型耐熱導風管為PBT和TPEE雙層結構,兩端基本以TPEE層為主,PBT是極薄的一層。相反,管體則是以PBT層為主,而TPEE層是極薄的一層。由此可見,交換吹塑的優點在于,通過改變兩種樹脂的比例,可以加工出各部位具有不同功能的成型品(部件)。
車門飾板使用發泡樹脂減重3成
積水技術成型公司(SEKISUI TECHNO MOLDING,總部:東京)開發出了重量減輕3成的車門飾板(圖3)。通過采用自主技術,使PP(聚丙烯)材料發泡,厚度達到發泡前的2倍,并且具備了剛性和強度。該公司將盡快將其投入實用。

圖3:減重3成的車門飾板
使PP發泡,厚度達到發泡前的兩倍,借此提高了剛性和強度。
車門飾板從發泡前的890g降至580g,減輕了35%,同時獲得了內飾品需要的外觀和強度。
而以往技術多只能比非發泡品減輕2成,如果繼續提高發泡率,就會出現強度下降、殘留的發泡痕跡影響外觀等課題。
該公司利用適用于基體樹脂PP和添加劑等材料的配比技術,以及向模具內填充高壓氣體進行發泡的模具技術等,成功解決了這些課題。
耐熱性、耐化學藥物的CFRP
大賽璐-贏創(Daicel-Evonik,總部:東京)開發出了使用PEEK(聚醚醚酮)的碳纖維增強樹脂基復合材料(CFRP)(圖4)。材料分為兩種,一種是母材(基體材料)使用PEEK,一種是使用其他母材,在CFRP的表面覆蓋PEEK薄膜進行改性。兩種材料均具有良好的耐熱性和耐化學性,而且強度出色。PEEK的熔點為365℃,比熔點約為250℃、以耐熱性著稱的PA還要耐高溫。
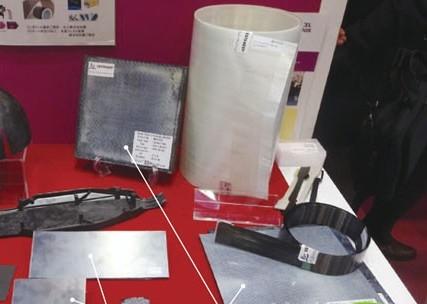
圖4:使用PEEK的CFRP
耐熱性和耐化學性強,強度優良。使用PEEK的CFRP預浸材,以及在表面覆蓋PEEK薄膜,對表面進行了改性的CFRP。
使用PEEK作為母材的CFRP在母材含有率約為34%時,拉伸強度達2480MPa(試驗方法為EN2561),壓縮強度達1370MPa(試驗方法為EN2850)。
從預浸材(碳纖維樹脂含浸片材)的狀態開始,經預加熱后,通過熱壓工序成型。預加熱需要70~85秒,搬運至沖壓機需要2~3秒,熱壓本身和冷卻需要2~5秒左右,共計74~93秒即可成型。預加熱的溫度為160℃以上,熱壓要求溫度為60~260℃,壓力為5個大氣壓。
表面覆蓋PEEK薄膜改性的CFRP除了以提高耐熱性為目的外,還有望起到耐受含油、燃料的化學藥品、增加表面光滑度、防止因吸濕而降低降低的效果。薄膜的疊加與成型可同時進行。
更多信息請關注復合材料信息網m.lzzz.net