
 English
English 簡(jiǎn)體中文
簡(jiǎn)體中文
































(一)、該機(jī)主要用于玻璃鋼管道及對(duì)稱(chēng)回轉(zhuǎn)體玻璃鋼制品結(jié)構(gòu)層制作。纏繞機(jī)有各種類(lèi)型的纏繞機(jī),但其原理是相同的。其主體結(jié)構(gòu)型式有:纏繞機(jī)軌道、往復(fù)運(yùn)動(dòng)的纏繞小車(chē)、浸膠槽、紗架、纏繞機(jī)驅(qū)動(dòng)床頭、床尾及計(jì)算機(jī)控制系統(tǒng)對(duì)于夾砂纏繞機(jī)還有夾砂裝置。
本說(shuō)明書(shū)適用于DN200-1600、2000、2600、3000、4000×12000
計(jì)算機(jī)控制的(夾砂)纏繞玻璃鋼管道纏繞機(jī)。
為了使用戶(hù)能正確使用該套設(shè)備及方便以后日常維護(hù)特編制該套使用說(shuō)明書(shū)。
(二)、用途和特點(diǎn)
1、 用途
本機(jī)為(夾砂)纏繞玻璃鋼管道生產(chǎn)線上主要的專(zhuān)用設(shè)備,主要用于玻璃鋼管道結(jié)構(gòu)層纏繞、夾砂制作。
1、 特點(diǎn)
1) 本機(jī)主軸旋轉(zhuǎn)、纏繞小車(chē)移動(dòng)由計(jì)算機(jī)控制,按一定數(shù)學(xué)模型在纏繞機(jī)軌道上作與主軸連動(dòng)的往復(fù)運(yùn)動(dòng),控制方式由手動(dòng)、半自動(dòng)、自動(dòng)。
2) 本機(jī)在纏繞小車(chē)、夾砂小車(chē)上配備一到二套輸膠系統(tǒng)及淋膠頭、氣動(dòng)壓輥、浸膠槽、夾砂裝置、纏聚脂薄膜架、電控系統(tǒng)等輸助裝置,操作人員在纏繞小車(chē)上通過(guò)電控系統(tǒng)可控制整個(gè)結(jié)構(gòu)層纏繞及夾砂工作。
3) 本機(jī)纏繞小車(chē)、夾砂小車(chē)傳動(dòng)采用齒條傳動(dòng),提高傳動(dòng)精度、運(yùn)行平穩(wěn)性。
4) 本機(jī)夾砂方式采用一次多層予混,夾砂厚度一次可達(dá)20MM,夾砂層的含膠量由計(jì)算機(jī)控制。
5) 纏繞抽紗速度高為130m/min
6) 伺服系統(tǒng)采用德國(guó)西門(mén)子公司原裝產(chǎn)品增加設(shè)備運(yùn)行可靠性。
(三)、主要結(jié)構(gòu)原理概述
本機(jī)由纏繞機(jī)軌道、纏繞小車(chē)、浸膠槽、夾砂小車(chē)、夾砂裝置氣動(dòng)壓輥、紗架、輸膠系統(tǒng)及淋膠頭、電纜架、控制系統(tǒng)、纏繞機(jī)驅(qū)動(dòng)床頭、床尾、接膠槽組成
制管用的管芯模在纏繞機(jī)驅(qū)動(dòng)床頭帶動(dòng)下旋轉(zhuǎn),安裝在纏繞機(jī)軌道上的纏繞小車(chē)沿著管芯模軸向按一定數(shù)學(xué)模型作與主軸連鎖的往返運(yùn)動(dòng),通過(guò)浸膠槽予浸樹(shù)脂的玻璃纖維纏到管芯模上。夾砂裝置按一定厚度,一定的含膠量將石英砂通過(guò)兜砂布夾到管芯模上,氣動(dòng)壓輥?zhàn)饔泌s壓夾砂層內(nèi)氣泡和壓實(shí)夾砂層。從而完成結(jié)構(gòu)層纏繞、夾砂工作。
常用技術(shù)參數(shù)與性能:
功能:
適用于DN200—DN2600*12000(MM)夾砂管道纏繞制作。
纏繞機(jī)技術(shù)參數(shù):
1、制品規(guī)格(DN200-DN2600*12000)
2、排紗精度:±0.5mm
3、纏繞角:≥45°≤90°
4、抽紗速度:≤130m/min
5、纏繞方式:螺旋、環(huán)向
6、控制方式:手動(dòng)、半自動(dòng)、自動(dòng)
7、引紗方式:直線引紗
8、夾砂方式為分層夾砂,夾砂厚度一次可達(dá)4-20mm。夾砂厚度不受人為因素,和模具偏重的影響,理論設(shè)定厚度和實(shí)際夾砂厚度(經(jīng)滾壓)相差1.5-2mm。整根管道實(shí)際夾砂厚度誤差小于1mm.。
9、輸膠系統(tǒng)為電動(dòng),大輸膠量可達(dá)5-45Kg/min(夾砂層輸膠量由計(jì)算機(jī)控制、膠槽樹(shù)脂為變頻調(diào)速控制) 以滿(mǎn)足夾砂厚度一次可達(dá)4-20mm。可靠性較好。使用說(shuō)明參看—《輸膠系統(tǒng)使用說(shuō)明書(shū)》
10、纏繞小車(chē)采用四輪支撐,齒條傳動(dòng)。
11、纏繞制品的長(zhǎng)度(L)、紗布寬(B)、纏繞角(a)、端部停留長(zhǎng)度(c)。纏繞長(zhǎng)度(L)固定后,其余三個(gè)參數(shù)可任意鎖定二個(gè)參數(shù)不變。
12、可分別從管道端部或尾部作為纏繞零點(diǎn)進(jìn)行纏繞。
13、可實(shí)現(xiàn)單層環(huán)向纏繞直接切換到螺旋纏繞。
14、夾砂、淋膠、包砂一次完成,可實(shí)現(xiàn)連續(xù)往返夾砂。
15、插口可自動(dòng)加厚。
16、計(jì)算機(jī):為臺(tái)灣研華產(chǎn)工控586計(jì)算機(jī),控制軟件為我公司開(kāi)發(fā)無(wú)零點(diǎn)飄移系統(tǒng)。
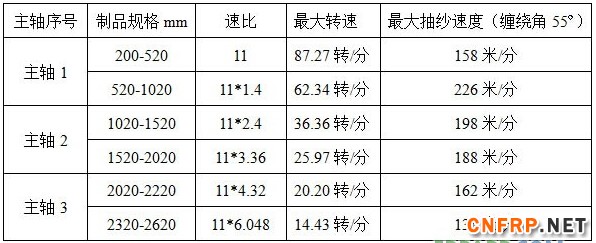
17、纏繞機(jī)主軸:電機(jī)功率:15KW ;減速機(jī)速比:I=11(床頭詳細(xì)速比見(jiàn)表1)(皮帶輪1:1.5)
18、纏繞小車(chē):西門(mén)子原裝伺服電機(jī),扭距27n.m 。大轉(zhuǎn)速:n=3000r.p.m.;小車(chē)減速機(jī)速比:I=9(同步帶輪I=1:1)。