
 English
English 簡體中文
簡體中文
































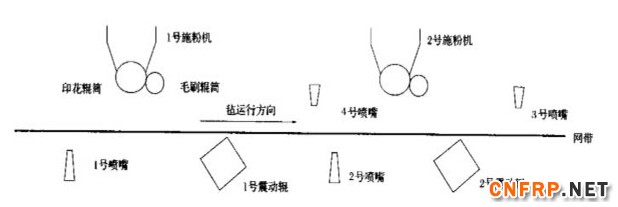
粘結劑的施加是由專門的施粉機來完成。施粉機由料斗和施粉輥組成,料斗底邊位于印花輥筒的母線上,印花輥筒和毛刷一起構成施粉輥(國內的有些機組的施粉輥只有印花滾筒)。印花輥筒的印花有許多種,主要有環形槽、菱形槽、半球形槽,在生產時通過這些槽把粉從料斗中“刮”出來,再由毛刷把粉“撒”下,通過振動和噴水的共同作用,使其分布于不同的氈層中。施粉的機構簡圖見圖1。
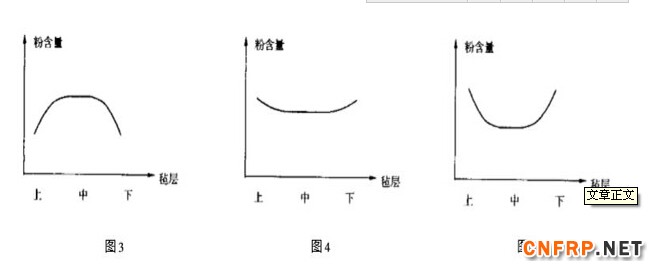
粘結劑在氈層中的分布不同,氈的強度也有很大的差別。圖3-5所示為粘結劑在氈中的三種分布情況。其中圖3表示中間粉多,上下層粉少,氈容易起毛;圖4表示氈的上中下粉含量適中,這種情況較好;圖5表示氈的中間粉少,上下層粉多,氈容易分層。
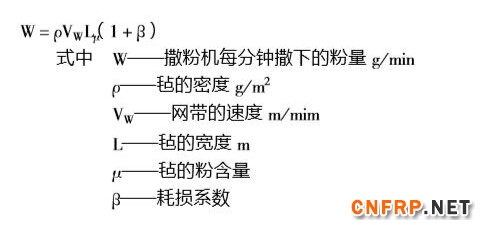
施粉機的施粉量可用以下公式求得:
施粉效果檢查
生產中,要對施粉是否均勻經常進行檢查。原因是由于靜電和回收粉中含有的少量玻纖,使用時粉易“結拱”,使粉在下移過程中由于相互“漏空”和“堵塞”,造成施粉不均。一些廠家為了避免這種情況,在施粉器上裝有靜電裝置,減少靜電。我們在實際操作中采用把料斗的粉刮平,根據一段時間粉下凹的程度來判定施粉是否均勻。例如生產時,我們每幾卷取一個樣,依次檢查單位面積上的粉含量。