
 English
English 簡(jiǎn)體中文
簡(jiǎn)體中文
































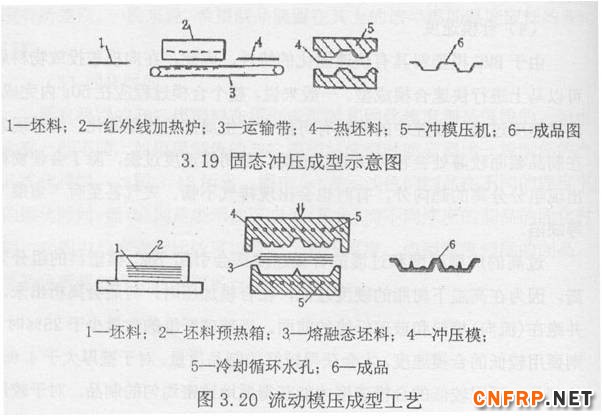
固態(tài)沖壓成型工藝如圖3.19所示。流動(dòng)模壓成型是將裁剪好的片材坯料預(yù)熱到高于樹脂融點(diǎn)的10-20℃溫度,投入模具型腔中,快速合模,加壓,迫使熔融的坯料流動(dòng)、物料充滿模腔,冷卻、脫模,制成成品。流動(dòng)模壓成型工藝如圖3.20所示,這種方法的特點(diǎn)是:成型壓力較高,纖維浸漬樹脂比較好。該方法適宜制造形狀復(fù)雜和帶有金屬嵌件的制品。
雖然兩種成型工藝的特點(diǎn)和工藝參數(shù)不同,但所用的設(shè)備和壓制工藝流程是相同的。
更多信息請(qǐng)關(guān)注復(fù)合材料信息網(wǎng)http://m.lzzz.net