
 English
English 簡(jiǎn)體中文
簡(jiǎn)體中文
































產(chǎn)品材料格式的選擇及其與各種加工方法的相互作用,對(duì)最終TPC零件的性能和制造選項(xiàng)有著重大影響。
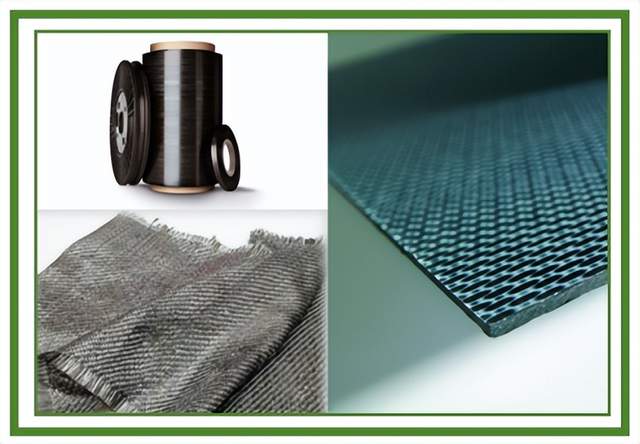
圖1.復(fù)合材料制造商可獲得多種材料類型和形式,例如碳纖維增強(qiáng)熱塑性塑料(CFRTP)單向(UD)帶材(多種寬度)、可鋪覆的混雜CFRTP織物以及CFRTP層壓板。
在本文中,我們將探討材料形式與工藝方法之間的相互作用。
產(chǎn)品形式
熱塑性復(fù)合材料(TPC)可采用單向(UD)、織物和隨機(jī)氈增強(qiáng),且具有不同程度的浸漬。完全浸漬的形式可快速加工成最終零件,但質(zhì)地堅(jiān)硬、呈板狀;而部分浸漬的形式在室溫下具有柔性,可貼合復(fù)雜形狀,但需要更長(zhǎng)的加工時(shí)間,以便高粘度聚合物流動(dòng)并浸潤(rùn)增強(qiáng)材料。
UD膠帶必須完全浸透,因?yàn)槠錂M向沒(méi)有載體支撐材料,例如熱固性預(yù)浸料所用的背襯。大多數(shù)單向帶的寬度為305毫米,少數(shù)寬度可達(dá)610毫米。它們也可提供更窄的寬度,用于自動(dòng)纖維鋪放(AFP)和自動(dòng)鋪帶(ATL)應(yīng)用,窄至3.2毫米(圖1)。
織物和氈材有多種規(guī)格,包括完全浸漬和各種部分浸漬形式。在部分浸漬形式中,聚合物和增強(qiáng)材料在物理上混合,但聚合物并未完全潤(rùn)濕增強(qiáng)材料。例如粉末涂層、聚合物與增強(qiáng)纖維的混雜,以及聚合物薄膜粘附在增強(qiáng)材料上。部分浸漬形式的一大優(yōu)勢(shì)在于,它們可以在室溫下如圖1所示那樣貼合部件的幾何形狀。另一個(gè)優(yōu)勢(shì)是,織物或氈材的編織或結(jié)構(gòu)可以控制熔融成型過(guò)程中纖維的變形。材料的寬度通常由織物或氈材決定,寬度可達(dá)1.5米。
除了需要更長(zhǎng)的加工時(shí)間外,這些部分浸漬的材料具有更高的體積系數(shù),這在某些制造方法(如壓縮成型)中可能很重要,因?yàn)樵谶@些方法中,材料必須被壓入匹配的模具中。另一個(gè)需要考慮的因素是,當(dāng)使用部分浸漬材料時(shí),纖維-基體界面是由制造商在加工過(guò)程中形成的。在這種形式的熱塑性塑料中,由于聚合物的高粘度,它們不易潤(rùn)濕纖維表面,這可能導(dǎo)致界面性能降低。
膠帶、織物和墊材可被整合成層壓板,從而實(shí)現(xiàn)快速加工(圖1)。這些層壓板是一種中間產(chǎn)品形式,省去了材料的整理和整合工序,使加工者能夠?qū)W⒂谥圃旌徒M裝。它們由多家供應(yīng)商生產(chǎn),尺寸可達(dá)3.7×1.2米。
從自動(dòng)鋪絲(AFP)到?jīng)_壓成型的快速加工方法需要完全浸漬的材料,因?yàn)樵诙虝旱娜廴谥芷趦?nèi)沒(méi)有足夠的時(shí)間進(jìn)行浸漬。壓縮模塑、熱壓罐和真空袋成型(VBO- vacuum bag only)等制造方法可以使用完全或部分固結(jié)的形式進(jìn)行。通常,材料形式會(huì)根據(jù)性能要求進(jìn)行選擇,但對(duì)于熱塑性復(fù)合材料(TPC),必須結(jié)合材料形式和制造方法進(jìn)行選擇。
產(chǎn)品形式、工藝相互作用
正如我們所見,TPC產(chǎn)品形式多種多樣,且有多種不同的加工方法可用于制造零件。某些形式已處于半成品狀態(tài),可直接加工成最終零件,而其他形式則需要在成型前或制造過(guò)程中先將層片堆疊,可能還需要進(jìn)行固結(jié)。圖2展示了主要形式以及制造最終零件的潛在工藝路徑。這些材料可分為三種主要形式:
層壓板或有機(jī)板材,最常見的是帶有織物增強(qiáng)的類型。
單向帶,必須完全浸漬。
織物和短切氈增強(qiáng)的單層材料,通常為部分浸漬。
由于層壓板已完全浸漬并固結(jié),因此可直接用于沖壓成型等快速制造工藝。層壓板可由材料供應(yīng)商、中間制造商或最終零件制造商生產(chǎn)。
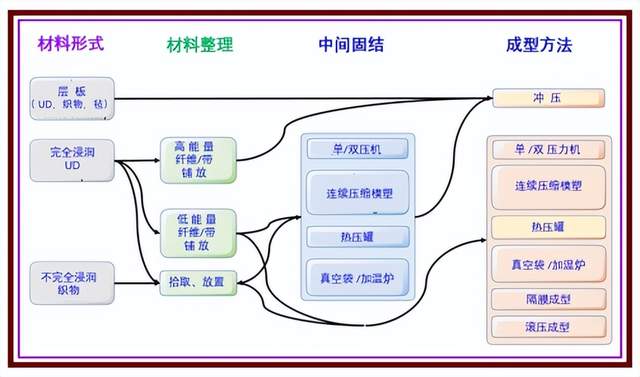
圖2. 熱塑性產(chǎn)品形狀與制造方法的相互作用。可以采用多種方法制造層壓板,然后將其成型為最終零件,或者直接成型為最終零件
帶材和織物必須組裝成適當(dāng)?shù)娜∠蚝弯亴樱@可以通過(guò)多種方式實(shí)現(xiàn)。例如,單向帶材可以通過(guò)纖維或帶材鋪放方法進(jìn)行收集,使用低能量將各層粘結(jié)在一起,或者使用高能量實(shí)現(xiàn)高度壓實(shí),從而形成層壓板或壓實(shí)良好的預(yù)成型件。帶材和織物層可以通過(guò)自動(dòng)或手動(dòng)的拾取放置方法進(jìn)行組裝,由于熱塑性材料本身沒(méi)有固有的粘性,各層之間通過(guò)局部熱粘結(jié)或超聲波粘結(jié)連接。出于同樣的原因,UD帶材的邊緣通常會(huì)相互縫焊,以固定層壓板并避免相鄰層壓板之間出現(xiàn)重疊或間隙。因此,熱塑性材料的一致性非常重要。例如,如果層壓板無(wú)法平整放置,或者邊緣出現(xiàn)卷曲或偏移,那么就無(wú)法一致地組裝層壓板。
連續(xù)壓縮模塑(CCM- Continuous compression molding)是一種特殊情況,因?yàn)閷訅翰牧弦赃B續(xù)卷的形式按適當(dāng)?shù)娜∠颍?°、90°、+45°、-45°等)排列,并通過(guò)模具的熱區(qū)和冷區(qū)連續(xù)進(jìn)給。因此,CCM在一道工序中即可完成層疊和模塑。全浸漬和部分浸漬形式的單向帶、織物和氈材均可使用。根據(jù)模具配置,可生產(chǎn)用于二次成型的層壓板或成品型材。CCM在大批量生產(chǎn)層壓板或型材方面極具成本效益。
零部件通常包含厚度變化,以優(yōu)化重量和性能;若需在整個(gè)零件上增減鋪層,則在整個(gè)制造過(guò)程中—從鋪層組裝到中間成型再到最終零件—保持準(zhǔn)確的“鋪層邊緣”位置至關(guān)重要。如果采用匹配模成型工藝,這一點(diǎn)尤為重要,因?yàn)楹穸茸兓仨氃谀>咧芯_定位,以確保壓實(shí)和成型滿足要求。
變厚度機(jī)身框,疊層在Z形框的腹板上進(jìn)行鋪疊。如圖3所示,確保疊層在所有步驟中都保持在正確位置至關(guān)重要。
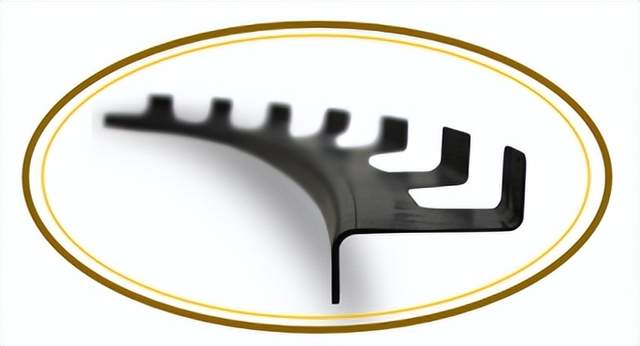
圖3. 板材沿著由熱塑性單向(UD)膠帶制成的Z型機(jī)身框架的腹板進(jìn)行鋪設(shè)。腹板上的鋪層數(shù)量減少了50%,需要非常精確地定位鋪層鋪放位置以及毛坯在工裝上的位置。
疊層可以通過(guò)多種方法固結(jié)成層壓板,或者直接進(jìn)入最終的制造工藝。從層壓板上切割出的坯料可用于沖壓成形等快速成形工藝。曾有一段時(shí)間人們認(rèn)為,坯料必須具有與成品零件相同的質(zhì)量,因?yàn)榭焖俪尚畏椒▋H允許將坯料重新塑形為最終零件,而沒(méi)有足夠的時(shí)間進(jìn)行進(jìn)一步的浸漬或固結(jié)。最近的研究表明,雖然并非完全致密化,但經(jīng)過(guò)良好致密化的坯料在經(jīng)過(guò)快速高壓成形后仍能獲得高質(zhì)量的零件。這為使用成本更低的坯料制備方法(如僅采用高能纖維鋪放或疊層的VBO致密化)提供了機(jī)會(huì)。
或者,可以通過(guò)多種工藝將疊層加工成最終零件,包括匹配模壓(如靜態(tài)或連續(xù)模壓機(jī))以及靜水壓成型方法(如VBO、熱壓罐和單面模具配柔性表面的隔膜成型)。如圖2所示,這些方法既可用于中間層壓板的固結(jié),也可用于最終零件的加工。當(dāng)然,各種方法在循環(huán)時(shí)間、模具和裝備成本以及消耗品材料方面存在不同的權(quán)衡。因此,所選的加工方法將取決于部件尺寸和復(fù)雜性、數(shù)量、速率以及可用裝備等多重因素,所有這些都會(huì)影響部件質(zhì)量以及重復(fù)和非重復(fù)部件成本。
材料形式的影響
在產(chǎn)品形式的范圍內(nèi),還存在更細(xì)微的影響,特別是在聚合物-纖維分布、聚合物等級(jí)和界面特性方面。
熱塑性單向帶預(yù)浸料
材料供應(yīng)商采用不同的方法將高粘度、高熔點(diǎn)的熱塑性聚合物與增強(qiáng)纖維結(jié)合。存在幾家不同的單向帶供應(yīng)商,即使這些帶材可能含有相同的聚合物和相同類型的增強(qiáng)纖維,它們?nèi)钥赡芫哂蟹浅2煌男螒B(tài),因此具有不同的性能、操作和成形特性。
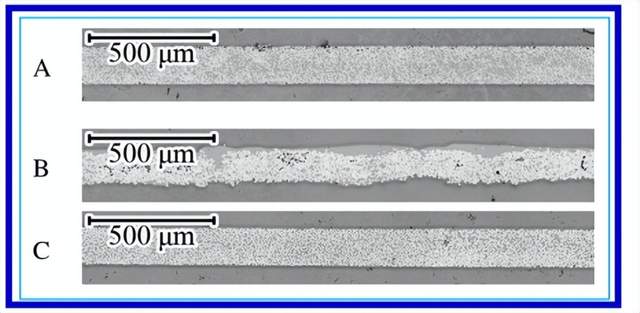
圖4. 來(lái)自不同供應(yīng)商的PEEK/碳纖維單向帶的顯微照片
圖4展示了來(lái)自不同供應(yīng)商的單向帶在“原樣”狀態(tài)下的顯微照片—所有帶材均采用PEEK基體,碳纖維體積含量約為60%,名義厚度相同——這些數(shù)據(jù)由Slange等人在《ESAFORM20會(huì)議論文集》的一篇論文中評(píng)估得出。這些材料的描述和物理性能數(shù)據(jù)表幾乎完全相同,但預(yù)浸料的特性卻截然不同。在局部厚度、表面粗糙度、聚合物-纖維分布以及浸漬程度方面存在顯著差異。預(yù)浸料A和C具有相對(duì)均勻的纖維/基體分布、一致的厚度且無(wú)孔隙。即便如此,預(yù)浸料A的纖維更多地集中在預(yù)浸料表面(在這些顯微照片中為頂部和底部),而聚合物更多地集中在預(yù)浸料中心。預(yù)浸料B厚度不均,表面粗糙,纖維-聚合物分布不均,預(yù)浸料表面存在富基體區(qū)域,并且在纖維密集處有許多小孔隙。這些局部形態(tài)會(huì)影響加工過(guò)程,并反映在最終零件上。
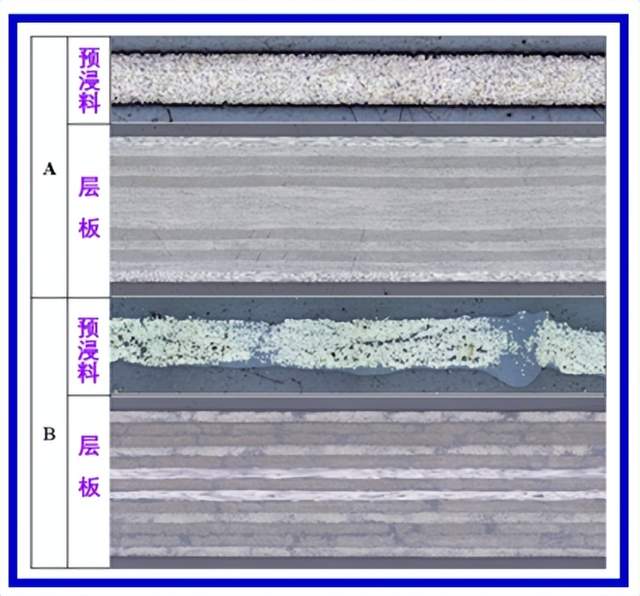
圖5. PEKK/碳纖維預(yù)浸料及由其制成的八層層壓板。
圖5展示了兩種單向預(yù)浸料及通過(guò)CCM工藝制成的八層準(zhǔn)各向同性層壓板的顯微照片。顯微照片中由于纖維相對(duì)于拋光方向的不同取向,層壓板中各單層呈現(xiàn)出不同的紋理特征。預(yù)浸料樣本B的差異明顯傳遞到了最終制件中,盡管材料經(jīng)歷了熔融和高壓成型工藝循環(huán)。
令人驚訝的是,研究發(fā)現(xiàn)圖4B和圖5B中的材料在沖壓成形等快速高壓工藝中成型效果要好得多。這可能是因?yàn)轭A(yù)浸料富含聚合物的表面在層間形成了滑移面。或者,表面粗糙度可能允許層間相互滑動(dòng),也可能存在其他因素。除了允許層間滑移外,略帶樹脂富集的表面對(duì)于包括纖維和帶材鋪放以及焊接在內(nèi)的許多工藝都是有益的,因?yàn)檩^高的表面聚合物含量可以促進(jìn)層和部件的快速熱粘結(jié)。
在其他工藝中,更均勻的預(yù)浸料將帶來(lái)更佳的加工性能和成品部件。例如,在使用纖維鋪放和VBO(真空袋模)固結(jié)工藝時(shí),更一致且浸漬良好的材料是首選,因?yàn)锳FP(自動(dòng)纖維鋪放)的工藝時(shí)間非常短,而VBO的工藝壓力較低。如圖6所示,通過(guò)這兩種方式加工的某些材料已被證明能夠生產(chǎn)出高質(zhì)量的層壓板,其性能與熱壓罐固結(jié)的層壓板相當(dāng)。
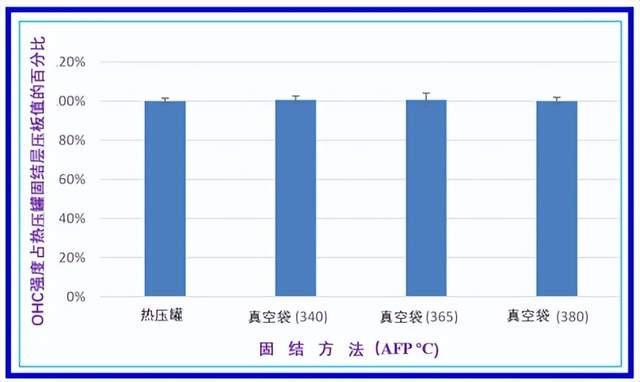
圖6. 采用自動(dòng)纖維鋪放(AFP)工藝并使用VBO固結(jié)的層壓板的開孔壓縮強(qiáng)度,相對(duì)于熱壓罐固結(jié)
聚合物效應(yīng)
用于TPC的聚合物在一篇先前的文章中已有總結(jié),但即使在同一聚合物化學(xué)體系內(nèi),也可能存在顯著差異。熱塑性聚合物廣泛應(yīng)用于多種領(lǐng)域,而高度增強(qiáng)的復(fù)合材料僅占整體市場(chǎng)的一小部分。因此,用于復(fù)合材料的聚合物通常是從現(xiàn)有的商用牌號(hào)中選擇的。
一些TPC供應(yīng)商生產(chǎn)聚合物,并可根據(jù)復(fù)合材料應(yīng)用對(duì)其進(jìn)行改性。其中一個(gè)主要因素是聚合物的“等級(jí)-grade”,這與粘度有關(guān),從本質(zhì)上講,與分子量和分子量分布相關(guān)。為了適應(yīng)不同的加工方法和應(yīng)用,聚合物被制成不同的分子量范圍——例如,“高流動(dòng)性”或低粘度牌號(hào)通常用于復(fù)雜零件的注塑成型,而“低流動(dòng)性”牌號(hào)則用于熱塑性纖維和薄膜的擠出成型。
分子量對(duì)粘度有很大影響,這不僅影響浸漬和零件成型,還影響聚合物的韌性。對(duì)于高度增強(qiáng)的復(fù)合材料,希望使用低粘度聚合物,但這些聚合物通常韌性較低。圖7顯示了Victrex PEEK聚合物的信息,其中粘度增加了五倍,而韌性僅增加了不到兩倍。盡管低粘度是首選,但存在一個(gè)臨界分子量,低于該分子量時(shí),聚合物鏈纏結(jié)會(huì)顯著下降,韌性也會(huì)急劇下降。
其他可能影響復(fù)合材料性能的聚合物特性包括線性度、支化度、端基以及具體的聚合物結(jié)構(gòu)。例如,PEKK聚合物中的“對(duì)位/間位”比例可以在聚合過(guò)程中進(jìn)行調(diào)控,從而影響熔融溫度、結(jié)晶速率和結(jié)晶度。因此,聚合物結(jié)構(gòu)的選擇應(yīng)與制造方法相匹配。
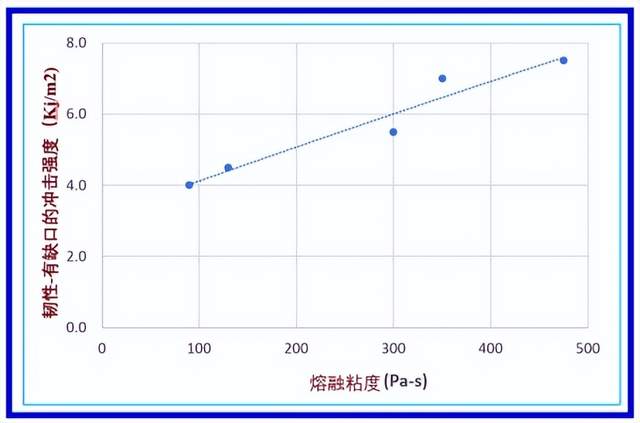
圖7. Victrex PEEK的韌性與粘度關(guān)系
所有熱塑性聚合物的一個(gè)共同特性是,有效粘度高度依賴于剪切速率。這一點(diǎn)在聚合物行業(yè)已廣為人知,相關(guān)信息可在加工指南中找到。圖8展示了Victrex PEEK一種相對(duì)低粘度牌號(hào)的粘度與剪切速率的關(guān)系(請(qǐng)注意這是雙對(duì)數(shù)坐標(biāo))。隨著加工速率的提高,粘度下降了10倍以上。高能纖維鋪放和焊接是極低剪切速率的工藝,而沖壓成形則處于極高剪切速率,因此在確定最佳工藝條件時(shí)應(yīng)考慮有效粘度。值得注意的是,與剪切速率相比,工藝溫度對(duì)粘度的影響要小得多,從360°C到400°C的微小變化,尤其是在高剪切速率下,影響更為有限。
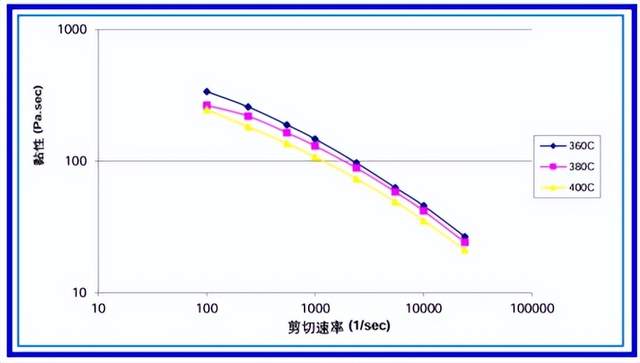
圖8. Victrex PEEK 150G的粘度與剪切速率和溫度的關(guān)系
纖維-基體界面性能
纖維與基體之間的界面會(huì)影響熱塑性復(fù)合材料(TPC)的加工和性能。對(duì)于完全浸漬的材料,該界面由材料供應(yīng)商創(chuàng)建;而對(duì)于部分浸漬的材料,該界面則由制造商在加工中間體或最終零件時(shí)創(chuàng)建。正如我們所討論的,熱塑性聚合物具有高粘度,因此難以潤(rùn)濕小直徑纖維的表面,且其粘度高度依賴于剪切速率。因此,通常更傾向于通過(guò)“剪切-shear”或“加工-work”將聚合物引入增強(qiáng)材料中,以確保聚合物能良好地滲透到纖維束中并潤(rùn)濕纖維表面。即使實(shí)現(xiàn)了緊密接觸,仍有一些因素可能會(huì)影響界面結(jié)合強(qiáng)度。
在幾乎所有情況下,都需要纖維與基體之間形成牢固的結(jié)合,以便在纖維與基體之間傳遞載荷(唯一的例外可能是防彈應(yīng)用)。通常會(huì)在碳纖維表面涂覆上漿劑,以減少纖維相互摩擦?xí)r造成的損傷。大多數(shù)上漿劑是為固化溫度相對(duì)較低的熱固性樹脂(例如177°C)開發(fā)的,并且設(shè)計(jì)為與環(huán)氧樹脂、酚醛樹脂、雙馬來(lái)酰亞胺等基體聚合物相容。然而,這些上漿劑在熱塑性聚合物的更高加工溫度下會(huì)發(fā)生降解,從而降低界面性能。
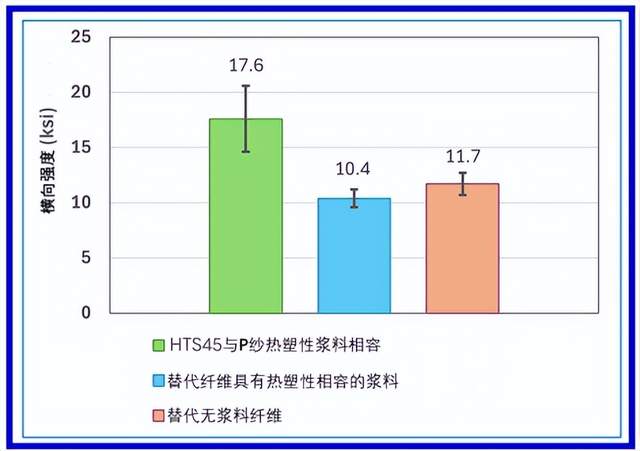
圖9.帶與不帶纖維上漿劑的PEEK/碳纖維單向帶的橫向強(qiáng)度。型材采用CCM工藝制造
多年來(lái),未上漿碳纖維因其與熱塑性聚合物具有最佳界面而備受青睞。但這也帶來(lái)了挑戰(zhàn),因?yàn)樵诮n和加工過(guò)程中可能會(huì)發(fā)生纖維損傷和磨損。最近,出現(xiàn)了與熱塑性材料兼容的上漿劑,據(jù)報(bào)道它們能保護(hù)纖維免受損傷并提高界面強(qiáng)度,如通過(guò)橫向彎曲強(qiáng)度測(cè)量所示(圖9)。此處,據(jù)報(bào)道帶有兼容熱塑性上漿劑的斷裂表面顯示出更優(yōu)異的纖維-基體粘結(jié)力。
材料與制造工藝的選擇
TPC材料形式和加工方法種類繁多——事實(shí)上,其范圍之廣可能會(huì)讓人感到困惑!有些方法在生產(chǎn)中已得到廣泛應(yīng)用,例如從層壓板上沖切坯料進(jìn)行沖壓成型。其他方法已在開發(fā)和小批量生產(chǎn)應(yīng)用中得到驗(yàn)證,但仍在為大規(guī)模生產(chǎn)進(jìn)行完善。選擇合適的材料形式與加工方法組合,將對(duì)性能和制造選項(xiàng)產(chǎn)生重大影響。對(duì)于給定的組件,最終的選擇將受到待制造零件數(shù)量和所需生產(chǎn)率的極大影響。除了主要的選擇標(biāo)準(zhǔn)外,纖維-基體分布、材料均勻性、纖維-基體界面特性和所用聚合物的具體牌號(hào)也可能產(chǎn)生微妙的影響。對(duì)于最終用戶、設(shè)計(jì)師、材料供應(yīng)商和制造商而言,協(xié)作選擇給定應(yīng)用的最佳材料和工藝組合至關(guān)重要。
原文,《Thermoplastic composite materials and processing interactions》2026.1.12
楊超凡