
 English
English 簡體中文
簡體中文

































新的非熱壓罐工藝將樹脂傳遞模塑與預(yù)浸料相結(jié)合,用于復(fù)雜的直升機(jī)零件。

該凈形單元化組件由Radius工程公司(猶他州鹽湖城)制造,是作為SARAP(可生存可負(fù)擔(dān)可修復(fù)機(jī)身計(jì)劃)計(jì)劃的一部分生產(chǎn)的旋翼機(jī)艙頂原型零件。 ~250 lb/~120 kg “格柵加勁”組件的底視圖顯示了其四根厚的整體縱梁和幾個(gè)較輕的垂直框架以及整體上蒙皮加勁件。
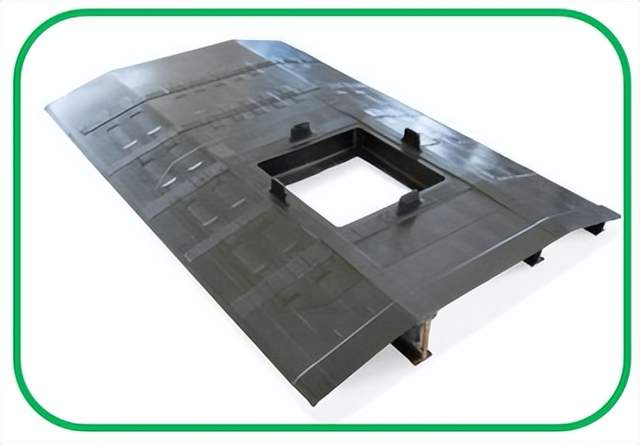
完工艙頂?shù)母┮晥D顯示了整體上蒙皮以及轉(zhuǎn)子變速器的開口和整體支架。艙頂?shù)拇笾鲁叽鐬?.5英尺×6.2英尺×1英尺(2.9米×1.9米×0.3米),與其他機(jī)身部件組合在一起(見第48頁照片)。艙頂部分為減少機(jī)身部件數(shù)量和重量的預(yù)期方法建模。

一個(gè)完整的SARAP機(jī)身原型,在直升機(jī)行業(yè)的貿(mào)易活動(dòng)展覽。SQRTM裝配式艙頂組件作為組件的一部分可見,其中還包括其他創(chuàng)新復(fù)合材料設(shè)計(jì)。據(jù)報(bào)道,西科斯基正在考慮未來直升機(jī)制造項(xiàng)目的SQRTM技術(shù)。

步驟1. 復(fù)雜艙頂零件的鋪層,如早期階段所示,包括在下半模上放置去空隙預(yù)浸料和干燥預(yù)制件(如步驟3所述)的組合。

步驟2. 艙頂蒙皮的預(yù)浸料鋪層已就位,將梁和垂直框架艙頂面的工裝嵌塊網(wǎng)格已同時(shí)就位。
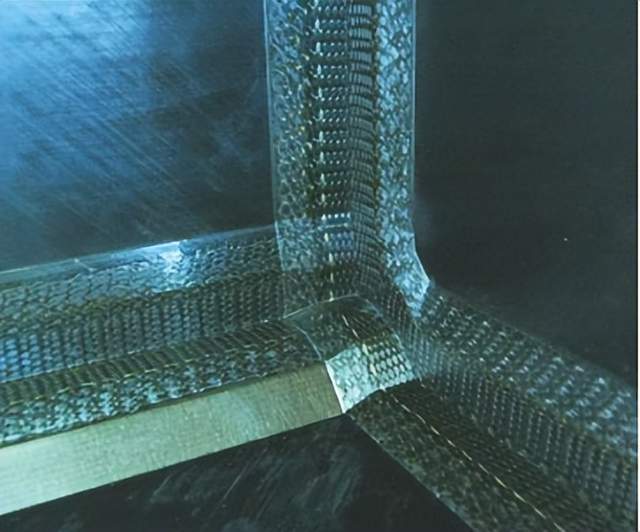
步驟3. 這個(gè)特寫顯示了垂直和水平元素交叉處使用的“pi”預(yù)制件。在垂直加勁肋腹板與梁緣條或零件蒙皮相交的任何地方,pi預(yù)制件的兩個(gè)支
腿形成一個(gè)槽,接受腹板,而垂直預(yù)制件元件平放在水平梁緣條或蒙皮上。預(yù)制件用于填充腹板和蓋或緣條之間的半徑,用于零件的許多梁和框架。

步驟4. 已完成鋪層,已安裝多個(gè)工具鑲塊,并關(guān)閉模具。此時(shí),使用與預(yù)浸料相同的樹脂進(jìn)行注射,以保持模具內(nèi)穩(wěn)定的靜水壓力。
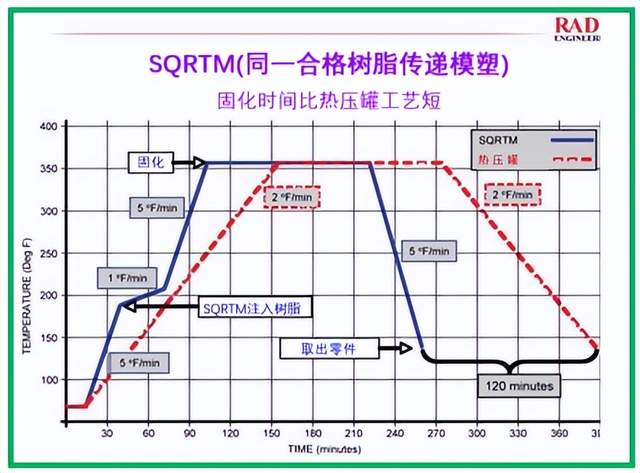
步驟5. 注射后,開始治療。如圖所示,SQRTM能夠?qū)崿F(xiàn)更快的加工,因?yàn)閴簷C(jī)和工具的更大導(dǎo)熱系數(shù)允許更快的加熱和冷卻。RTM固化比熱壓罐循環(huán)短兩小時(shí)。

步驟6. 固化的艙頂部件從工具底座提起時(shí)顯示。工具左側(cè)可見加熱壓板壓力機(jī),帶有焊接鋼上下襯墊,磨平至高公差,用于加熱和夾緊工具。
目前,非熱壓罐(OOA-out-of-autoclave)加工的趨勢(shì)是由制造商生產(chǎn)更大零件以幫助降低制造成本的競爭需求驅(qū)動(dòng)的。盡管在過去幾年中引入了許多OOA材料和方法,但很少有超過SQRTM的優(yōu)雅,SQRTM是同一合格樹脂傳遞模塑的縮寫。SQRTM由Radius Engineering Inc.(猶他州鹽湖城)開發(fā),目前正在商業(yè)化過程中。SQRTM是一種封閉成型方法,將預(yù)浸料加工和液體成型相結(jié)合,以生產(chǎn)真正的凈形狀、高度統(tǒng)一的航空航天零件。簡言之,SQRTM設(shè)計(jì)用于在不使用熱壓罐的情況下生產(chǎn)熱壓罐質(zhì)量零件。
Radius工程公司總裁米特里耶·米洛維奇說:“在過去幾年中,復(fù)合材料航空航天部件的規(guī)模和復(fù)雜性顯著增加。”。“我們?cè)O(shè)計(jì)了一種可行的替代方案,在復(fù)制合格熱壓罐工藝的同時(shí)提供顯著優(yōu)勢(shì)。”SQRTM方法已成功應(yīng)用于多個(gè)航空航天項(xiàng)目,包括RQ-1B全球鷹無人機(jī)(UAV)的翼尖擴(kuò)展。但迄今為止,最艱難的測試是一個(gè)極其復(fù)雜的整體式原型直升機(jī)座艙頂部,它是根據(jù)可生存可負(fù)擔(dān)可修復(fù)機(jī)身計(jì)劃(SARAP-Survivable Affordable Repairable Airframe Program )生產(chǎn)的,SARAP是西科斯基飛機(jī)(康涅狄格州斯特拉特福德)和美國陸軍航空應(yīng)用技術(shù)理事會(huì)(AATD,F(xiàn)t.Eustis,Va.)之間的合作協(xié)議。SARAP機(jī)身的創(chuàng)新設(shè)計(jì)和制造(SQRTM裝配式艙頂是其中的一個(gè)組成部分)實(shí)現(xiàn)了積極的重量減輕和成本降低目標(biāo)。在座艙頂部的成功工作幫助SARAP虛擬樣機(jī)和驗(yàn)證開發(fā)團(tuán)隊(duì)贏得了美國國際直升機(jī)協(xié)會(huì)2008年的Robert L.Pinckney獎(jiǎng)(以表彰杰出的波音制造工程師命名),該獎(jiǎng)項(xiàng)表彰了垂直飛行飛機(jī)或組件制造研發(fā)方面的顯著成就。
液態(tài)模塑+預(yù)浸料
SQRTM與標(biāo)準(zhǔn)樹脂傳遞模塑(RTM)的區(qū)別在于,它代替了干纖維預(yù)制件,代替了預(yù)浸料鋪層。預(yù)浸料層布置在模具內(nèi),模具關(guān)閉,然后,有點(diǎn)違反直覺,液體樹脂注入到工具中。米洛維奇說:“這使得該工藝類似于讓熱壓罐工藝。”他指出,注入的樹脂與預(yù)浸料中使用的樹脂相同,因此,采用該工藝的人無需重新鑒定材料。
工具內(nèi)精密設(shè)計(jì)的澆口和通道有助于在注射前從疊層中排出空氣,并使注射的樹脂能夠在約100 psi/6.89 bar的均勻流體壓力下沿整個(gè)零件邊緣填充所有空腔。“樹脂不是用來浸漬預(yù)浸料的,”米洛維奇解釋說,“只是為了在模具內(nèi)保持一個(gè)穩(wěn)定的靜水壓力。這個(gè)壓力保持揮發(fā)物和水蒸氣在溶液中,以防止空洞的形成。”
事實(shí)上,傳統(tǒng)的熱壓罐工藝有時(shí)使用高溫橡膠邊緣擋塊或其他材料作為疊層和裝袋的一部分,以防止樹脂在熱壓罐壓力下從預(yù)浸料中逸出——如果有足夠的樹脂擠出,層壓靜水壓下降,疊層內(nèi)樹脂中逸出的任何空氣或揮發(fā)物都會(huì)產(chǎn)生空隙。然后,在SQRTM工藝中,注入的加壓樹脂起到“流體壩”的作用,防止樹脂擠出,同時(shí)復(fù)制固化過程中熱壓罐的固化壓力。
Radius業(yè)務(wù)開發(fā)負(fù)責(zé)人湯姆·考林聲稱:“使用SQRTM比使用熱壓罐更容易控制層壓質(zhì)量,因?yàn)闃渲o水壓力直接由樹脂注射器控制,而不是取決于熱壓罐容器內(nèi)的變量和袋下層壓。”
為了適應(yīng)其SQRTM工藝,Radius設(shè)計(jì)并制造了一個(gè)大型壓盤系統(tǒng),該系統(tǒng)配備了高公差的焊接鋼磨平的上下支撐。當(dāng)加載的雙面工具放置在壓力機(jī)內(nèi)時(shí),下部靠墊由一系列類似于消防軟管的氣囊支撐。
米洛維奇指出,在注射之前,袋子被充氣,迫使下?lián)u枕向上靠著工具和上搖枕,以優(yōu)化夾緊力。
考夫林說,上部和下部的墊子都是電加熱和水冷的,在治療過程中可以調(diào)節(jié)溫度。“如果一個(gè)工具有一個(gè)可變質(zhì)量,根據(jù)零件配置,一個(gè)區(qū)域比另一個(gè)區(qū)域厚,”他解釋說,“分區(qū)加熱允許壓機(jī)在完成工具的完整熱分布后,在較厚的區(qū)域施加更多的熱量,以便零件始終看到一致的熱循環(huán)。”
SQRTM與RTM類似,在工具上抽真空并加熱壓力機(jī)和工具。然而,對(duì)于SQRTM,在熱壓罐條件下,以與預(yù)浸料相同的升溫速率進(jìn)行加熱,并通過過程控制器注入樹脂,該控制器還監(jiān)控和調(diào)整壓力機(jī)溫度。另外,SQRTM工藝的獨(dú)特之處在于所使用的真空度,考夫林補(bǔ)充道,并指出Radius開發(fā)的真空泵可產(chǎn)生<0.5 mm/Hg的真空度,這“比標(biāo)準(zhǔn)車間泵所能產(chǎn)生的真空度更高”.
由于壓機(jī)和工具的較高熱導(dǎo)率允許更快的加熱和冷卻,因此SQRTM固化周期可比高壓釜周期短兩個(gè)小時(shí)。
與傳統(tǒng)RTM相比還有其他優(yōu)點(diǎn)。零件厚度由匹配的工裝控制,避免了真空裝袋過程中固有的潛在厚度變化。從完全浸漬、合格、增韌預(yù)浸料開始,消除了注射過程中出現(xiàn)干點(diǎn)的風(fēng)險(xiǎn),并且需要通過液體樹脂將增韌劑引入零件。此外,由于該工藝嚴(yán)格遵循使用先前合格材料的標(biāo)準(zhǔn)熱壓罐處理步驟,因此對(duì)客戶來說風(fēng)險(xiǎn)更小,舒適度更高。盡管這種工藝在某種程度上更適合平面型零件,米洛維奇說,SARAP艙室的艙頂表明,非常大的規(guī)模,復(fù)雜的零件在其范圍內(nèi)。
網(wǎng)格加筋零件的凈形狀
“我們的重點(diǎn)是凈形狀的部分,”米洛維奇說。“我們正在尋找集成多個(gè)零件的方法,以減少裝配勞動(dòng)、降低成本和重量。”這一理念推動(dòng)了SARAP項(xiàng)目SQRTM的開發(fā),該項(xiàng)目側(cè)重于尋找創(chuàng)新方法,以減少結(jié)構(gòu)重量和緊固件數(shù)量,并提高旋翼機(jī)零件的損傷容限。除了Radius,SARAP團(tuán)隊(duì)還包括Automated Dynamics(紐約州斯克內(nèi)克塔迪)和GKN Aerospace Services Alabama(阿拉巴馬州塔拉塞市)。Automated Dynamics制造了熱塑性復(fù)合材料下機(jī)身組件,GKN制造了機(jī)身框架、側(cè)蒙皮和后艙壁,并組裝了最終的SARAP技術(shù)驗(yàn)證組件。
為了制艙屋頂組件,預(yù)浸料首先被切割成型,以形成大部分零件。艙頂組件中使用的預(yù)浸料為氰特的Cytec 5250-4,該預(yù)浸料是由于其與Cytec的5250-4液體RTM樹脂具有固有的化學(xué)兼容性而選擇的。
預(yù)浸/注射樹脂匹配是SARAP艙頂制品的一個(gè)重要考慮因素,因?yàn)榈湫偷?span style="margin: 0px; padding: 0px; border: 0px; color: rgb(55, 106, 204); --tt-darkmode-color: #376ACC;">SQRTM工藝有所改變,包括一些干紡織材料的灌注以及預(yù)浸料。西科斯基的機(jī)身開發(fā)項(xiàng)目負(fù)責(zé)人湯姆·卡斯滕森指出,使用相同的基礎(chǔ)樹脂系統(tǒng)消除了對(duì)樹脂混合和可能導(dǎo)致的機(jī)械性能潛在變化的擔(dān)憂。
配套的單向碳/環(huán)氧膠帶和機(jī)織物預(yù)浸料在工具外部單獨(dú)去膠,以去除任何截留的空氣或樹脂濃度的局部區(qū)域-通常為材料規(guī)定的步驟。根據(jù)材料規(guī)范,將切割層鋪在加熱的平模胎板或工作臺(tái)上,裝袋并置于真空下。11層預(yù)浸料堆在達(dá)到基于所需減粘水平的最高溫度后約1小時(shí)內(nèi)減粘。然后將去毛刺的鋪層或“書本”轉(zhuǎn)移到工具上,開始鋪層,這一過程需要兩名技術(shù)人員將近兩周的時(shí)間才能完成。
在鋪層過程中,預(yù)浸料形成零件的腹板和凸緣。這些由編織的三維干燥“π”預(yù)制件連接,因其與希臘字母π相似而得名。這些預(yù)制件由Bally Ribbon Mills和Albany Engineered Composites制造。在垂直加勁肋腹板與梁翼緣或零件蒙皮接觸的任何地方,pi預(yù)制件的兩個(gè)支腿形成一個(gè)槽,接受腹板,而垂直預(yù)制件元件平放在水平翼緣或蒙皮上。預(yù)制件的作用是填充腹板和每個(gè)零件的眾多梁和框架的蓋或法蘭之間的半徑,提供所需的剛度和強(qiáng)度。
米洛維奇說,隨著工具的組裝,精密加工的工具嵌入件和細(xì)節(jié)壓縮并整合了每個(gè)預(yù)制件細(xì)節(jié),形成了“凈斜邊”。在三向交叉處,在插入工具以形成斜接接頭之前,對(duì)預(yù)制件進(jìn)行手工切割。“我們開發(fā)了斜接預(yù)成型交叉點(diǎn)的方法,以創(chuàng)建干凈和功能性的接頭。最大的好處是消除了邊緣修整的需要,并且在固化后大大減少了后續(xù)零件加工。”
連接儀器并在工具上抽真空后,以熱壓罐規(guī)定的升溫速率加熱壓力機(jī),并在升溫過程中停留期間注入樹脂。注射大約需要45分鐘,固化大約需要4小時(shí)。米洛維奇說,通過在低于固化溫度約70°F(21°C)的情況下,在工具仍然熱的情況下脫模零件,可以緩解鋁工具的熱膨脹系數(shù)問題。
從原型到方案
迄今為止,已成功使用SQRTM生產(chǎn)了三個(gè)艙頂組件。由于匹配工具的嚴(yán)格公差,零件上的所有表面顯示嚴(yán)格的尺寸控制,在±0.005英寸(±0.125 mm)范圍內(nèi)。固化后只需對(duì)梁的邊緣和端部進(jìn)行微調(diào)。因此,西科斯基正在考慮未來升級(jí)美國陸軍UH-60直升機(jī)平臺(tái)的技術(shù),并計(jì)劃在其他項(xiàng)目中評(píng)估該技術(shù)。
西科斯基不是唯一對(duì)SQRTM感興趣的航空制造商。波音公司最近發(fā)布了涵蓋SQRTM工藝的工藝規(guī)范,使用BMS-8-276增韌預(yù)浸料進(jìn)行封閉成型。Radius報(bào)告稱,波音公司及其至少一家一級(jí)供應(yīng)商已經(jīng)對(duì)通過SQRTM制造的面板、子元件和全尺寸零件進(jìn)行了測試,發(fā)現(xiàn)其與熱壓罐處理相當(dāng)。米洛維奇總結(jié)道:“它正在被接受,并將引領(lǐng)其他應(yīng)用程序?qū)⒍鄠€(gè)零件集成到一個(gè)組件中,從而節(jié)省大量資源。”。
編者按:可生存可負(fù)擔(dān)可修復(fù)機(jī)身計(jì)劃由航空應(yīng)用技術(shù)理事會(huì)和西科斯基飛機(jī)公司根據(jù)第DAAH10-03-2-0003號(hào)技術(shù)投資協(xié)議提供部分資金。使用此信息并不意味著得到美國政府或陸軍部的認(rèn)可。
編后語
昨天發(fā)了一篇《客艙無窗戶的公務(wù)機(jī) -幻影3500》,很快就有同仁回微信表示,對(duì)此工藝感興趣。其中原昌飛負(fù)責(zé)復(fù)材龍國榮副總,希望進(jìn)一步了解細(xì)節(jié)。為此,將2010年一篇舊文,編譯出來,供同仁們學(xué)習(xí)、參考!
原文,《SQRTM enables net-shape parts》 2010.8.31
楊超凡 2025.7.1