
 English
English 簡體中文
簡體中文
































樹脂傳遞模塑(Resin Transfer Moulding,簡稱RTM)是將樹脂注入到閉合模具中浸潤增強(qiáng)材料并固化的工藝方法。該項(xiàng)技術(shù)可不用預(yù)浸料、熱壓罐,有效地降低設(shè)備成本、成型成本。該項(xiàng)技術(shù)近年來發(fā)展很快,在飛機(jī)工業(yè)、汽車工業(yè)、艦船工業(yè)等領(lǐng)域應(yīng)用日益廣泛,并研究發(fā)展出RFI、VARTM、SCRIMP、SPRINT等多種分支,滿足不同領(lǐng)域的應(yīng)用需求。

RTM起始于50年代,是手糊成型工藝改進(jìn)的一種閉模成型技術(shù)。
SMC、BMC模壓、注射成型、RTM、VEC技術(shù)都屬閉模成型工藝。由于環(huán)境法的制定和對產(chǎn)品要求的提高使敞模成型復(fù)合材料日益受到限制,促使了閉模成型技術(shù)的應(yīng)用,近年來尤其促進(jìn)了RTM技術(shù)的革新和發(fā)展。
基本原理
RTM的基本原理是在設(shè)計(jì)好的模具中,預(yù)先放入經(jīng)合理設(shè)計(jì)、剪裁或經(jīng)機(jī)械化預(yù)成形的增強(qiáng)材料。模具需有周邊密封和緊固,并保證樹脂流動(dòng)順暢;閉模后注入定量樹脂,待樹脂固化后即可脫模得到所期望產(chǎn)品。

綜上,通過RTM工藝,我們可以
①制造兩面光的制品;
②成型效率高;
③閉模操作,不污染環(huán)境,不損害工人健康;
④增強(qiáng)材料可以任意方向鋪放,容易實(shí)現(xiàn)按制品受力狀況例題鋪放增強(qiáng)材料;
⑤原材料及能源消耗少;
⑥建廠投資少。
RTM工藝的由來
復(fù)合材料的成型工藝是改進(jìn)并提升先進(jìn)樹脂基復(fù)合材料性能的關(guān)鍵。
傳統(tǒng)的成型工藝有手糊成型,模壓成型,纏繞成型,拉擠成型,噴射成型,注射成型等等。
手糊成型,需要手工作業(yè)把纖維增強(qiáng)材料和樹脂交替鋪在模具內(nèi),前期工藝繁瑣,生產(chǎn)效率低,生產(chǎn)安全性差,且人工成本較高,不適合大規(guī)模生產(chǎn)。
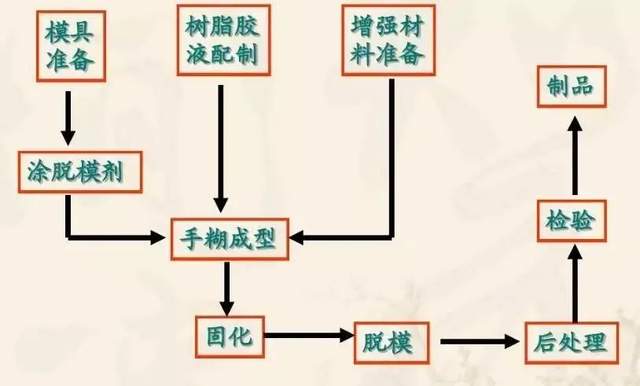
手糊成型流程圖
而今發(fā)展迅速的樹脂傳遞模塑(RTM)成型工藝則可有效規(guī)避手糊成型的諸多缺點(diǎn),具有高效生產(chǎn)大面積復(fù)雜構(gòu)件、低人工和消耗成本、高效率快速成型和環(huán)保等優(yōu)點(diǎn),并且模具制作方便,可設(shè)計(jì)性強(qiáng),層壓板尺寸結(jié)構(gòu)穩(wěn)定性良好,力學(xué)性能優(yōu)異,制造出的層壓板表面光潔美觀等優(yōu)良特點(diǎn),為大量產(chǎn)業(yè)化生產(chǎn)先進(jìn)樹脂基復(fù)合材料提供了條件,從而滿足日益增長的對復(fù)合材料應(yīng)用的需求。

傳統(tǒng)RTM 工藝
傳統(tǒng)RTM工藝過程如下圖所示。模具中空氣的存在會(huì)使成品有很大缺陷,為了能夠從模具內(nèi)部輸出空氣,RTM模具必須至少具有一個(gè)用于注入樹脂的入口和一個(gè)出口,有時(shí)也有多個(gè)輸入和輸出。根據(jù)固化劑和樹脂在注射前混合還是注射后混合,將此成型工藝分別分為單組分注射和雙組分注射,其中雙組分注射是在注入模腔前在混合器中按特定的比例混合。

相比于傳統(tǒng)工藝,如手工成型和模壓成型等,RTM具有較大的優(yōu)勢,簡化了生產(chǎn)工藝步驟,提高了生產(chǎn)效率,極大降低了人工成本,避免了工人接觸樹脂等原材料造成的安全性能等問題,為大規(guī)模生產(chǎn)先進(jìn)復(fù)合材料提供了途徑。
然而RTM成型工藝仍有一些弊端,例如:
1)樹脂對增強(qiáng)纖維的浸漬率不高,存在氣孔、干斑、富樹脂的缺陷,嚴(yán)重影響制品的使用性能和質(zhì)量品質(zhì);
2)由于增強(qiáng)材料在模具型腔中要經(jīng)過帶壓樹脂的流動(dòng)和充模過程,會(huì)帶動(dòng)甚至沖散纖維,造成復(fù)合材料成型制品中纖維屈曲,纖維量分布不均甚至纖維含量較少,從而使制品力學(xué)性能大幅度降低
3)制作大型制品時(shí)模腔面積較大,模塑過程中可能出現(xiàn)樹脂流動(dòng)不均勻的現(xiàn)象,在一定程度上較難預(yù)測并控制樹脂實(shí)際流動(dòng)與浸潤纖維的程度。
基于以上RTM的優(yōu)點(diǎn)與弊端,后期又改進(jìn)發(fā)展了高壓樹脂傳遞模塑成型(HP-RTM),真空輔助樹脂灌注工藝(VARTM),西門樹脂浸漬技術(shù)(SCRIMP)成型工藝,輕質(zhì)RTM(LRTM)等工藝。
RTM工藝的進(jìn)階發(fā)展
HP-RTM成型工藝是RTM的衍生發(fā)展工藝,主要分為高壓注射成型工藝(HP-IRTM)和高壓壓縮成型工藝(HP-CRTM)。這類工藝總體都是借助高壓制造出低孔隙率和高纖維體積分?jǐn)?shù)的制品。此類工藝對模具硬度等要求較高,否則容易變形,從而引起干纖維、纖維析出等問題。

HP-IRTM工藝流程
HP-IRTM成型工藝首先是將纖維預(yù)制體置入到模腔中,形成一個(gè)完全封閉的模腔,之后再抽真空,這些步驟和傳統(tǒng)RTM工藝的是一樣的。不同的是,注射時(shí)要先把樹脂和固化劑混合后高壓注射到模腔中,這樣可以極大縮短填充時(shí)間,提供生產(chǎn)效率,同時(shí)保持制品的表面質(zhì)量和良好的形貌,可得纖維體積分?jǐn)?shù)較大的制品。

HP-CRTM工藝流程
HP-CRTM成型工藝是將纖維預(yù)制體放入模腔中,在上模表面和纖維預(yù)制體之間留有一個(gè)間隙,之后同樣抽真空,故此工藝的注射壓力可以遠(yuǎn)小于HP-IRTM,對模具硬度要求也較HP-IRTM低,但注射后需有壓縮過程,模腔壓力控制閉合模具間隙,隨著間隙減小將樹脂完全擠壓到纖維中,間隙完全閉合后得到最終制品的厚度,這一步會(huì)顯著影響到制品的纖維體積分?jǐn)?shù),而纖維體積分?jǐn)?shù)是表征力學(xué)性能和加工性能之間平衡的關(guān)鍵因素。

VARTM的工作原理
VARTM是一種新型單面成型經(jīng)濟(jì)高效的工藝,適合用于生產(chǎn)大型制件。預(yù)制體放入模具后,頂部用真空袋密封,在真空的狀態(tài)下,注入樹脂 (注入壓力通常<0.6985 MPa)或利用真空負(fù)壓直接吸入樹脂,有效避免了樹脂浸漬纖維預(yù)制體產(chǎn)生氣泡等缺陷,并且此時(shí)樹脂有更好的流動(dòng)性,能夠充分浸漬纖維預(yù)制體,最后在常溫下固化、脫膜,得到復(fù)合材料制品。
在航天方面,利用VARTM成型工藝可以獲得更好的衛(wèi)星天線反射器。制造反射器時(shí)要求反射面要盡可能地避免在制做過程中的變形,提高了尺寸的精度和穩(wěn)定性,確保反射器的質(zhì)量良好。有研究者做實(shí)驗(yàn)驗(yàn)證了使用高壓釜制造工藝制造的反射器反射面的回彈變形為 0. 37 mm; 而使用VARTM工藝制造的反射器反射面的回彈變形為 0.35 mm,有近 5%的差異,充分體現(xiàn)了VARTM成型工藝在衛(wèi)星反射器制造上的性能優(yōu)勢。
VARTM成型工藝不僅工藝成本低,經(jīng)濟(jì)效益高,而且制品有較高的力學(xué)性能和穩(wěn)定性等,同時(shí)也一定程度降低了VOC污染,是未來制作大型復(fù)合材料制品的有效途徑之一。
RTM工藝應(yīng)用展望
在復(fù)合材料廣泛應(yīng)用的今天,RTM的衍生工藝經(jīng)過科研工作者們的不斷改進(jìn)和補(bǔ)充,在各種成型工藝中獨(dú)樹一幟,表現(xiàn)出經(jīng)久不衰的生命力。
通過模具和控制技術(shù)的改進(jìn)繼續(xù)減少浪費(fèi),降低VOC排放和成本,不僅有益于復(fù)合材料的大規(guī)模商業(yè)化生產(chǎn),滿足日益增長的材料需求,同時(shí)有利于綠色可持續(xù)發(fā)展,實(shí)現(xiàn)“綠色工藝”的環(huán)保要求。
不論是與民生息息相關(guān)的汽車工業(yè),還是與國家實(shí)力相關(guān)聯(lián)的軍工、航天工業(yè),RTM及其衍生工藝都可以滿足要求。
今后RTM及其衍生工藝的發(fā)展必將與互聯(lián)網(wǎng)時(shí)代接軌,計(jì)算機(jī)模擬技術(shù)的支持將給RTM工藝帶來無限可能。
