
 English
English 簡體中文
簡體中文
































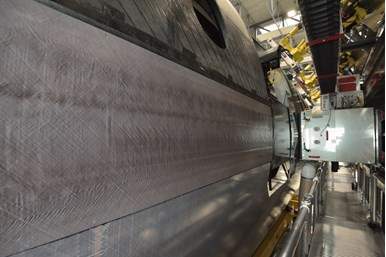
CFRTP對接帶(圖左)作為兩個MFFD熱塑性機身殼體的連接件,通過BOSTI項目中的CO2激光焊接末端執(zhí)行器(圖右)連接,在多功能裝配研究平臺上完成。
在BUSTI項目中,F(xiàn)raunhofer制造的織帶通過織帶處理工具精確定位在焊縫上,并通過滾動運動集成到自動化過程中,以便通過鏡子引導的緊隨其后的焊頭的振蕩激光束能夠連續(xù)熔化織帶和殼體表面之間形成的接觸線。激光焊接末端執(zhí)行器上的壓力裝置以高達1噸的連接力將織帶壓在上部和下部殼體蒙皮接合處,在同一工作步驟中固結(jié)焊縫。
為了防止焊接過程中的高壓力損壞機身結(jié)構,在機身截面內(nèi)同步運行了一個吸力和消力裝置。激光焊接過程采用在線監(jiān)測和控制系統(tǒng),可通過數(shù)字孿晶實現(xiàn)直接數(shù)字數(shù)據(jù)交換,以實現(xiàn)工藝優(yōu)化和質(zhì)量保證。
自動間隙填充。由于不可避免的制造公差和定位過程所需的自由度,織帶和殼體的階梯連接區(qū)域無法無縫連接在一起,因此仍然存在不規(guī)則寬度的小間隙。這會影響焊接接頭的質(zhì)量,因此必須在焊接過程后用熱塑性材料完全填充,但在任何情況下都必須避免多余的材料。
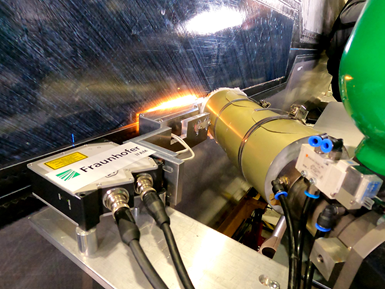
在BOSTI項目中,對接帶CO2激光焊接到機身殼體上后,間隙填充末端執(zhí)行器使用擠出機進行熱塑性樹脂間隙填充
與激光焊接末端執(zhí)行器一樣,緊湊型擠出機沿著先前創(chuàng)建的接合縫進行引導。該擠出機加熱顆粒/顆粒形式的熱塑性材料并將其輸送至間隙。在那里,噴嘴確保材料在冷卻和硬化之前填充間隙。局部間隙體積(決定精確填充量)由集成在同一間隙填充末端執(zhí)行器中的2D傳感器立即預先測量。該測量值被傳送到擠出機系統(tǒng),從而可以動態(tài)計算現(xiàn)場所需的局部排放率,從而使3-20毫米寬的不規(guī)則間隙充滿每個點所需的熔融熱塑性材料的確切數(shù)量。
原文,《MFFD longitudinal seams welded, world's largest CFRTP fuselage successfully completed 》
楊超凡