
 English
English 簡(jiǎn)體中文
簡(jiǎn)體中文
































 模內(nèi)傳感器作為各種過程控制組合的一部分,在塑料注塑成型中已經(jīng)使用了幾十年。但最近,類似的技術(shù)已經(jīng)開始通過樹脂傳遞模塑(RTM)進(jìn)入復(fù)合材料制造領(lǐng)域,RTM是所有閉模成型方法中最類似于注塑成型的方法。
模內(nèi)傳感器作為各種過程控制組合的一部分,在塑料注塑成型中已經(jīng)使用了幾十年。但最近,類似的技術(shù)已經(jīng)開始通過樹脂傳遞模塑(RTM)進(jìn)入復(fù)合材料制造領(lǐng)域,RTM是所有閉模成型方法中最類似于注塑成型的方法。
隨著客戶對(duì)更高的零件質(zhì)量和更好的零件間一致性的高度重視,對(duì)傳感技術(shù)的需求也出現(xiàn)了。作為回應(yīng),幾家供應(yīng)商和至少一家復(fù)合材料零件制造商正在開發(fā)和營(yíng)銷專門用于RTM、樹脂注入和其他類型復(fù)合材料制造工藝的新傳感器技術(shù)。
Kistler Instruments的應(yīng)用經(jīng)理保羅·拉戈內(nèi)格羅(Paul Lagonegro)表示,RTM的加工特性尤其與過程控制傳感器的能力完美匹配。復(fù)合材料零件制造商贊賞RTM的制造能力,因?yàn)樗梢陨a(chǎn)周期短的輕質(zhì)零件,并實(shí)現(xiàn)精密公差。然而,RTM通常需要預(yù)成型件的增材制造工藝,這增加了加工步驟,并需要更高水平的自動(dòng)化來實(shí)現(xiàn)成本效益。
鑒于Given Kistler在制造注塑控制傳感器方面的經(jīng)驗(yàn),拉戈內(nèi)格羅表示,該公司決定進(jìn)軍復(fù)合材料領(lǐng)域是自然而然的。該公司在2013年K展上展示了用于復(fù)合材料加工的原型傳感器,并推出了首款商用腔體壓力傳感器6161AA,旨在滿足高低壓復(fù)合材料加工需求。
該傳感器可測(cè)量高達(dá)200巴的型腔壓力和模具內(nèi)的真空度,由一個(gè)直徑4毫米的敏感元件焊接到一個(gè)外徑9毫米的金屬套筒上組成。
6161AA是一個(gè)直接壓力傳感器。樹脂直接接觸傳感器的正面,由此產(chǎn)生的信號(hào)由電荷放大器轉(zhuǎn)換為壓力分布。

傳感器控制的成型周期:在零件的每個(gè)RTM成型周期中,都會(huì)產(chǎn)生一條更像注塑成型壓力曲線的壓力曲線。當(dāng)產(chǎn)生并保持真空時(shí),模具中的壓力傳感器會(huì)檢測(cè)到真空。如果保持真空,就可以開始注入樹脂和催化劑的過程。
隨著預(yù)成型件的繼續(xù)注入,傳感器記錄的壓力值由曲線反映出來,從負(fù)到零再到較低的壓力閾值。在此期間,關(guān)閉泵以防止溢出和半模可能分離。
填補(bǔ)空白
Calloway Carbon是一家為汽車賽車和航空航天行業(yè)生產(chǎn)高科技結(jié)構(gòu)復(fù)合材料零件的制造商,決定對(duì)復(fù)合材料制造采取過程控制方法。該公司的創(chuàng)始人兼所有者里夫斯·卡洛威(Reeves Calloway)表示,多年來,行業(yè)對(duì)降低成本和提高質(zhì)量標(biāo)準(zhǔn)的需求一直在推動(dòng)公司向RTM方向發(fā)展,并增加自動(dòng)化程度。
該公司開發(fā)了一種過程控制系統(tǒng),包括硬件和軟件,以在RTM制造中形成閉環(huán)控制。“傳感器最初只是過程控制系統(tǒng)的一部分(盡管是關(guān)鍵部分),但要真正實(shí)現(xiàn)RTM或任何其他閉式模具成型過程的自動(dòng)化,我們必須走得更遠(yuǎn),而不僅僅是將傳感器放入模具中。”
卡洛威說,傳感器必須與軟件協(xié)同工作,以復(fù)制零件注入的所有過程,并在每個(gè)零件周期內(nèi)監(jiān)測(cè)和控制這些過程。“我們創(chuàng)建了一個(gè)軟件,將配方帶到控制自動(dòng)注射系統(tǒng)的零件上。”模內(nèi)傳感器為過程控制軟件提供連續(xù)的壓力讀數(shù),該軟件進(jìn)而在每個(gè)零件生產(chǎn)周期的閉環(huán)布局中監(jiān)測(cè)和控制樹脂的計(jì)量、輸送、注入以及模具的加熱和冷卻。該公司將這一過程稱為“配方”。卡洛威指出,一旦理解了配方,就只是復(fù)制的問題。
該公司已經(jīng)使用基于傳感器的自動(dòng)化RTM制造五年了。卡洛威說,傳感器技術(shù)的進(jìn)步對(duì)于成功開發(fā)自己的自動(dòng)化技術(shù)至關(guān)重要。“幸運(yùn)的是,商業(yè)上可用的傳感器技術(shù)真的很好。”
同樣重要的是,RTM是最適合自動(dòng)化的復(fù)合材料制造方法,因?yàn)樗饕且粋€(gè)連續(xù)的過程。卡洛威說,RTM的過程控制開發(fā)可以分解為一系列編程問題,例如如何確保在步驟a實(shí)際完成后實(shí)際執(zhí)行步驟B。
當(dāng)然,復(fù)合材料過程控制系統(tǒng)的發(fā)展將需要模具制造商的參與。Given Kistler的拉戈內(nèi)格羅表示,該公司的早期努力將包括模具制造商和產(chǎn)品制造商。
Calloway Carbon為此切割自己的模具,除了有一個(gè)過程控制系統(tǒng)外,它還控制著過程設(shè)置。卡洛威說,模具中傳感器的數(shù)量、類型和位置取決于零件。該公司幾乎所有的模具都是數(shù)控加工的鋁模具。卡洛威說,許多模具使用位于模具頂部的兩個(gè)或多個(gè)壓阻式壓力傳感器。
他根據(jù)多年的經(jīng)驗(yàn),將“決定將傳感器放置在哪里”的過程稱為“部分科學(xué)、部分藝術(shù)和部分運(yùn)氣”。在生產(chǎn)之前,每個(gè)模具都會(huì)經(jīng)過自動(dòng)校準(zhǔn)過程,直到傳感器設(shè)置在預(yù)定范圍內(nèi)(配方),以允許循環(huán)開始,并可以開始過程控制監(jiān)測(cè)。卡洛威的軟件還允許手動(dòng)運(yùn)行生產(chǎn)。
測(cè)量RTM的腔體壓力有許多明顯的好處。與注塑成型一樣,RTM模具中的傳感器可以監(jiān)測(cè)和控制多個(gè)澆口序列,監(jiān)測(cè)流動(dòng)前沿并停止注射。更具體地說,對(duì)于RTM,模腔壓力傳感器還可以監(jiān)測(cè)模腔內(nèi)的真空壓力,從而更好地控制注射壓力和質(zhì)量相關(guān)問題,如真空不足或不一致引起的空氣夾帶和孔隙率。
與注塑成型更相似的是,壓力分布是在每個(gè)零件的RTM加工周期中開發(fā)的,是幫助制造商實(shí)現(xiàn)工藝優(yōu)化的重要工具。在RTM循環(huán)過程中,如果建立并保持真空,模具中的壓力傳感器可以檢測(cè)到它。如果保持真空,就可以開始注入樹脂和催化劑的過程。隨著預(yù)成型件繼續(xù)注入,曲線從負(fù)到零,到達(dá)較低的壓力閾值,此時(shí)關(guān)閉泵,以防止過度填充和半模的潛在分離。
當(dāng)然,在注入零件時(shí)應(yīng)用真空是RTM工藝和注塑成型的主要區(qū)別之一,這也給傳感器設(shè)計(jì)帶來了挑戰(zhàn)。拉戈內(nèi)格羅說:“傳統(tǒng)上,我們的傳感器沒有暴露在真空中。”由于壓力會(huì)影響傳感器的工作條件,該公司提出了一種不同的傳感器設(shè)計(jì)。
6161 AA設(shè)計(jì)使用O型圈,以防止低粘度樹脂在腔體處于真空狀態(tài)時(shí)進(jìn)入安裝法蘭的間隙。Given Kistler在將這些傳感器運(yùn)送給客戶之前會(huì)對(duì)其進(jìn)行校準(zhǔn)。校準(zhǔn)數(shù)據(jù)以及帶有“可追溯到NIST(國(guó)家標(biāo)準(zhǔn)研究所)的測(cè)試方法”的校準(zhǔn)證書隨傳感器一起交付,以確認(rèn)傳感器在整個(gè)制造壓力曲線上呈線性運(yùn)行,使輸出值作為制造過程中的壓力測(cè)量絕對(duì)可靠。

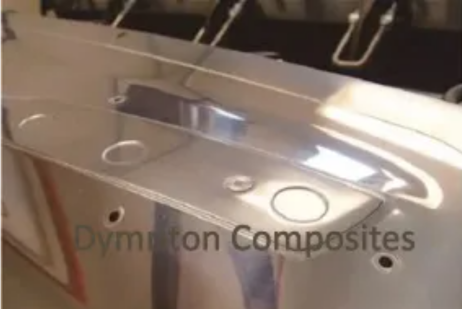
模具中的原位檢測(cè):Calloway Carbon在其拋光鋁模具中嵌入了現(xiàn)成的壓阻式壓力傳感器,該傳感器與自己的專有軟件相結(jié)合,監(jiān)測(cè)結(jié)構(gòu)碳纖維復(fù)合材料零件的RTM生產(chǎn)過程。值得注意的是,只有當(dāng)傳感器在預(yù)定的壓力范圍內(nèi)時(shí),才能進(jìn)行零件的注入。
補(bǔ)充:6161AA傳感器

6161AA型傳感器包括一個(gè)焊接到堅(jiān)固的9mm筒中的靈敏的4mm隔膜傳感器。焊接的環(huán)形間隙可防止低粘度樹脂滲透和力分流導(dǎo)致的傳感器信號(hào)失真。O型圈可確保在工具內(nèi)部實(shí)現(xiàn)真空,同時(shí)防止低粘度樹脂進(jìn)入間隙。電纜可以更換,以方便維修。壓力直接作用在隔膜的前部,然后被傳遞到測(cè)量元件,然后測(cè)量元件發(fā)出與施加的壓力成比例的電荷。這被放大器轉(zhuǎn)換為電壓,然后在放大器輸出上存在,范圍從0-10V的電壓。
編后語(yǔ)
空客下一代單通道民機(jī)(新A320),機(jī)翼采用“無(wú)卷曲織物(NCF)—RTM— OOA”工藝。在RTM中用鋁制造上下模具、模具工作表面有加溫裝置、模具有壓力傳感器,測(cè)量模腔壓力。
楊超凡 2025.2.12
portant;">原文,《 In-mold Sensors – A Great Help in Achieving Automated RTM 》