
 English
English 簡體中文
簡體中文
































所選擇的材料是由 TenCate Advanced Composites BV(Nijverdal,荷蘭)制造的 PPS-CETEX 半成品預(yù)固結(jié)熱塑性面板,用 Toray Industries(日本東京)的 T300碳制成的編織碳纖維織物加固。所使用的碳纖維/PEEK 材料是預(yù)固結(jié)的 Tenax TPCL 層壓板,也基于機織織物,由 Toho Tenax Europe GmbH(德國伍珀塔爾)制造。面板具有準(zhǔn)各向同性疊層,根據(jù)該區(qū)域的連接位置和機身載荷條件,提供不同厚度,從 1 毫米到 5 毫米,或 5 到 14 個織物層。Miaris 解釋道:“夾子的設(shè)計經(jīng)過優(yōu)化,重量盡可能輕。” “我們在機身內(nèi)的不同載荷情況下使用不同的材料厚度,以盡量減輕重量。”
更高強度的 Tenax 碳纖維/PEEK 被指定用于機身區(qū)域的夾子,這些區(qū)域?qū)⒊惺芨叩妮d荷,通常是在開口周圍,如貨艙門和乘客門。
制造一架 A350-900 機身要用到 8000 多個角片。其中機身的 13-14 段和 16-18 段需要 5000 多個具有 2000 多種不同的角片。

圖 1. A350 角片的基本設(shè)計
制造角片采用一種自動熱成型工作站,以滿足生產(chǎn)需求。該工作站包含兩個機器人——一個是“主”,第二個是“從”——由一個復(fù)雜的專有計算機過程控制系統(tǒng)驅(qū)動,該系統(tǒng)能夠根據(jù)預(yù)測的 A350 裝配需求計算工作流程和速率,以便及時交付零件。工作站的流程達到順暢、快速、無紙化。
每個工作單元包括六個步驟或功能(圖 2.):
1.在高速自動切割臺上將熱塑性板材切割成坯料
2.機器人將坯料轉(zhuǎn)移到兩個紅外烘箱中的一個用于聚合物熔融(因為PEEK 和 PPS 需要不同的熔融溫度)
3.機器人將加熱過的坯料從紅外烘箱轉(zhuǎn)移到壓力機中的熱成型工具
4.在熱成型機中成型
5.機器人將成型夾子轉(zhuǎn)移到修剪站進行邊緣修剪(在某些情況下還可以鉆孔)
6.超聲波檢查和零件編號標(biāo)記

圖 2. 角片制造過程的主要步驟
創(chuàng)新制造
為了開發(fā)高度自動化的過程,需要為各種問題開發(fā)新的解決方案。
熱成型操作是對所生產(chǎn)零件的最終質(zhì)量影響最大的工藝子步驟。此外,質(zhì)量保和工藝文件是航空航天零件生產(chǎn)中非常重要的一點。考慮到這一點,設(shè)計熱成型工作站是為了能夠滿足所有相關(guān)要求。熱成型工作站可以通過閉環(huán)控制在預(yù)定義的斜坡下加熱坯料。對沖壓成型溫度進行持續(xù)監(jiān)測和控制,根據(jù)零件調(diào)整成型力,并記錄和保存所有成型參數(shù)(圖 3.)。
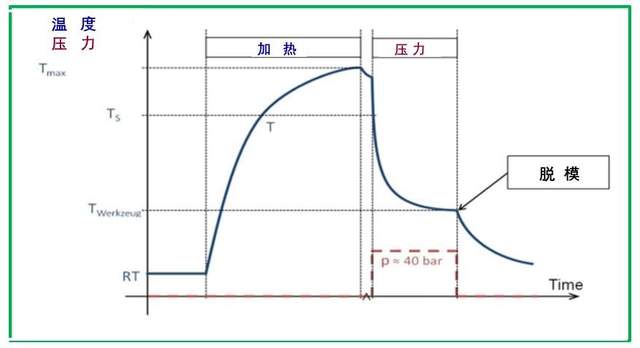
圖 3. 展示了一個理想的熱成型工藝循環(huán)。
最苛刻的規(guī)格之一是自動穩(wěn)定夾的成型。這些部件沿3 個方向折疊。為了能夠自動執(zhí)行此操作,開發(fā)了一種創(chuàng)新的處理系統(tǒng)。該系統(tǒng)基于使用具有 3 個鉸鏈的折疊框架。框架由一個專門設(shè)計的機器人頭處理,該機器人頭執(zhí)行折疊并將熔化的堤岸放置在金字塔形沖壓模具上(圖 4)。
如果不使用,就不可能生產(chǎn) 2500 多種不同的零件幾何形狀先進的工具更換概念。這個概念是基于工具的集群和使用模塊化主窗體。工具的集群允許制作多個剪輯幾何圖形。另一方面,模塊化主窗體的使用(圖 5)提供了所需的剛度,確保工具平行閉合,并允許均勻的壓力應(yīng)用在此基礎(chǔ)上,可以設(shè)計出更小、易于放置的沖壓工具該操作由配備有專門設(shè)計的搬運系統(tǒng)(圖 6)。

圖 4:坯料折疊系統(tǒng)。

圖 5:壓力機和凹模概念示意圖
另一個具有挑戰(zhàn)性的子過程是銑削最終零件輪廓。為了實現(xiàn)所需的公差,并確保零件從銑床的工作臺上快速安裝和釋放,開發(fā)了一種新型的夾緊裝置。使用這種夾具,每個零件的銑削操作持續(xù)時間不到兩分鐘。
最后一步是使用來自歐洲供應(yīng)商的相控陣脈沖回波超聲波設(shè)備對所有零件進行檢查。半自動測試包括將零件浸入水箱中進行 C 掃描測試,但使用手持掃描傳感器手動檢查一些更復(fù)雜的帶有折彎的角片。經(jīng)過測試的零件都標(biāo)有識別射頻識別(RFID- radio frequency identification)標(biāo)簽,以便在整個機身組裝過程中實現(xiàn)無紙化跟蹤。零件只需 85 秒就可以循環(huán)通過各個工位。

圖 6:角片制造操作的最后步驟:脫模 3D 裝飾和NDI 檢測
持續(xù)改進
角片的局部加熱和成型——也就是說,在熱成型之前,不是加熱整個坯料,而是只在需要改變形狀的地方加熱坯料的一部分。局部成型需要一個專門設(shè)計的紅外爐,只加熱坯料的指定區(qū)域;機器人處理部分軟化的坯料;以及具有定位特征的成形工具和壓力機,所述定位特征能夠正確地定位加熱區(qū)域以進行成形。這一概念已經(jīng)得到了廣泛的試驗,并使用碳纖維/PEEK 和碳纖維/PPS 坯料對零件進行了測試。機械測試和微觀切片顯示,局部成型零件沒有任何孔隙跡象,機械性能符合設(shè)計要求。差示掃描量熱法測試證明,樹脂在加熱成型區(qū)域的結(jié)晶度沒有偏離結(jié)晶度在零件的其余部分觀察到。
在某些情況下,夾子需要連接一個鈦 L 形零件,以獲得額外的強度。目前,鈦片是用粘合劑手動粘合到夾子上的,這減緩了整個生產(chǎn)過程。為了減少勞動力需求,開發(fā)更具成本效益的焊接技術(shù),目前正在研究兩種方法:超聲波焊接和感應(yīng)焊接。測試表明,更快的焊接工藝將兩種材料固定在一起,其強度足以承受在車間地板上的搬運、鉆孔和組裝,而不會損壞任何一種材料。另外替代加固形式,特別用單向預(yù)浸帶,以取代編織碳/熱塑性塑料板材。它們遠遠超過了使用編織碳纖維增強半成品板材的性能,該板材具有更大的纖維體積分數(shù)(60%,高于 55%)和小于 0.1%的空隙率(圖 7)。

圖 7:UD-TP 帶等先進材料允許制造更復(fù)雜的角片
結(jié)論
用復(fù)合材料制造機身,其中框與蒙皮連接的角片,一定得用熱塑復(fù)材制造。由于角片形狀各異、數(shù)量眾多,少不了得建電腦控制的自動化工作站。
本文對承擔(dān)商飛“C929 長航程寬體客機”機身的供應(yīng)商,提供一點參考。
注:主要原文見,《 Thermoplastic Matrix Composites: Xtra complex, Xtra Quick, Xtra Efficient Manufacturing advanced composites for the A350 XWB and beyond 》
楊超凡 2023.10.30
本文經(jīng)譯者同意發(fā)布