
 English
English 簡體中文
簡體中文

































注塑成型結構與纖維增強塑料(FRP)中空型材的高品質結合
聯邦德國卓越集群“Merge”項目(Federal German Excellence Cluster “Merge”)正在研發一種用于加工熱塑性塑料纖維復合材料的液壓成型-注塑成型混合的新工藝。利用氣體作為成型和支撐介質,他們次加工出了FRP管件。在特定應用方面,研究人員成功地降低了部件的重量和加工成本,提高了生產效率。
為了大幅削減道路交通污染排放,汽車制造領域越來越多地采用混合組件,以便降低車輛的重量。作為一種附加好處,混合結構擴大了組件的性能范圍,提高了功能整合的可能性。如,注塑成型具有提高設計和組裝自由度的優勢,而纖維-聚合物復合材料則可以更好地提高比強度和剛度。通過與液壓成型技術相結合,可以進一步提升輕量化程度,特別是對于需要承受復雜的彎曲和扭轉載荷的混合型材,更是如此。金屬中空型材目前采用油包水乳化(HFA液)的注塑成型方式,同時用熱塑性塑料注塑提升其功能。
用FRP型材替代金屬中空型材可降低材料重量和生產成本。目前,這也是聯邦德國卓越集群“Merge”(多功能輕量化結構混合技術)項目中,開姆尼茨工業大學和戴姆勒公司之間合作的研究重點。新的混合工藝不僅實現了FRP與熱塑性塑料制件的膠接,同時還用氣體成功取代了HFA液。總的來說,部件的強度因此得到提升,生產周期也縮短了。
高性能部件的混合
金屬、塑料和FRP相關的工藝追求的目標是將各個生產步驟與組件恰當結合,以便盡可能地降低能耗和對基礎設施的要求,同時減少對工廠、模具和接口的數量要求。只有能夠進行混合的輕量化結構才可能進行大規模生產。
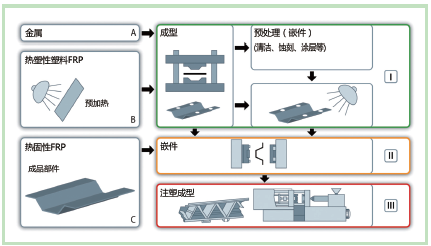
圖1. 制造混合結構的工藝鏈。金屬、塑料和FRP的結合工藝追求將各個生產步驟與組件相結合的目標。
傳統生產鈑金類金屬-塑料混合組件的生產工藝鏈是從單獨生產金屬組件開始的,接著將其包覆成型或封裝在注塑模具中。因為這種工藝很復雜,單個工藝的成本很高,所以現在有必要對使用熱塑性塑料功能元件的液壓成型管制造的混合型材進行經濟優化。將不同技術通過資源高效結合的優勢已經可由相同或相似作用原理的成熟系列工藝來實現。如,金屬嵌件或熱塑性塑料FRP(有機板)通過注塑成型工藝,就可以省掉上游的多個工藝步驟(圖1)。
液壓和注塑成型結合的方式提供了資源和成本高效的替代技術(圖2),這里,成型、初始成型和組裝過程在同一個模具內完成。該工藝本身包含兩個步驟。在插入中空型材后,先經由液壓成型,接著是注塑成型(初始成型和組合)。模具系統已經包含注塑成型功能化的模腔。在前面液壓成型工藝起作用的流體壓力在注塑成型階段依然在中空型材的內部得到保持,從而防止因為熔融聚合物在外部施加壓力作用而導致中空型材變形。熔體冷卻后,可以從機器上取下成品部件。

圖2. 將液壓成型和注塑成型原位結合,省去了某些工藝步驟。成型、初始成型和裝配在同一個模具內完成。
該工藝近由戴姆勒在其德國漢堡工廠開發完成,并已經得到了一系列應用。它采用了鋁型材,通過短玻纖增強熱塑性塑料提升了功能。復雜成型的金屬中空型材和功能化的注塑成型組件混合部件被用作諸如戴姆勒車型中的駕駛艙橫梁、前端載架和前端轉接裝置(圖3)。
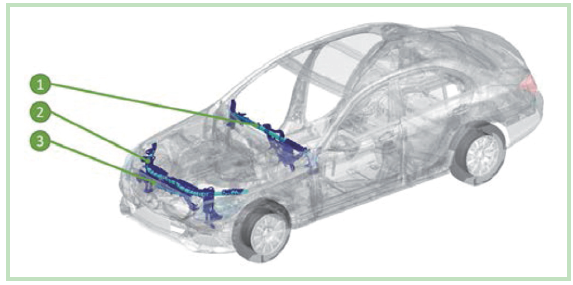
圖3. 復雜成型的金屬中空型材和功能化的注塑成型組件混合部件用作車模中的駕駛艙橫梁、前端載架和前端轉接裝置。
利用化學粘合促進劑或金屬組件表面結構來獲得很高的結合強度既費力又費錢。據戴姆勒的研究顯示,弗勞恩-霍費爾機床和成形技術研究所及開姆尼茨工業大學正密切合作,實施一項經濟的金屬-塑料組件粘接技術,如通過用激光結構成型技術加工管件,可以相對低的成本獲得很高的結合強度。
作為一種成型介質,傳統液壓成型用的HFA液已經得到了一系列的應用。為了使注塑模具一直處于干燥狀態,需要做相當大的努力。如果組件開裂,就會成為一個嚴重的問題。為此,在聯邦德國卓越集群“Merge”項目中,用氮氣作為該工藝的作用媒介。弗勞恩-霍費爾IWU自2006年起,就用氣體作為液壓成型的媒介,在室溫和溫度受控的成型加工中獲得了很好的經驗。在業內,輕量化、功能化已成為行業發展的趨勢,越來越多的金屬中空型材會被FRP型材取代。
FRP中空型材的液壓成型/注塑成型
在液壓成型和注塑成型的結合中,以前用不同設備運行的兩種工藝被合并。基本上有兩種方法來實現這個目標。先,可以將液壓成型工藝整合到注塑成型設備中。為了達到這個目的,需要額外的單元來提供液壓成型所需的壓力,同時還需要觸發軸流滾筒來密封管道的末端。另一方面,液壓成型機可以與注塑成型單元結合。聯邦德國卓越集群“Merge”項目嘗試了兩種方式,都是有效的。
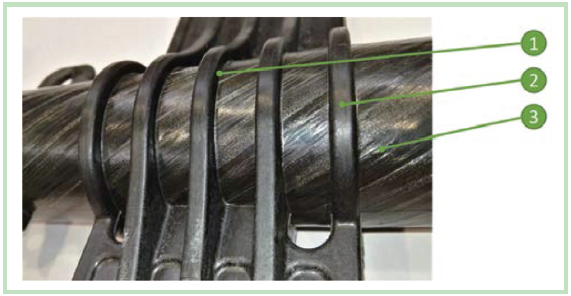
圖4. 高品質二次成型FRP半成品示例。1)膠粘連接,2)注塑成型功能部件,3)FRP管件(來源:TUChemnitz)
如要保持該工藝鏈的順序穩定,需要以高質量的RFP中空型材為前提。為此,液壓成型專家從經濟學和科學角度確定了什么樣的產品情況是不被接受的質量要求和狀態。特別是,如果繞線質量差,可能會導致泄漏。開姆尼茨開發了專有的FRP管件。纏繞管件確保了穩定的工作流程,并取得了良好的結果(圖4)。
為FRP中空型材優化工藝鏈
要用FRP中空型材替代金屬中空型材,必須改善整個制造工藝。用液壓-注塑成型工藝加工新的FRP材料要求氣體作為支持介質,因為有些聚合物容易吸濕,成型溫度對于傳統HFA液體來說太高。使用氣體介質還有其它優勢,如,不需要對組件進行后續清潔,也不需要對傳統上使用液體作為支撐媒介的模腔進行非直角定位。
液壓成型中的FRP中空型材注塑成型加工符合要求,可確保模具公差的補償,防止過度保壓。另外,局部放大直徑、形狀的改變和曲率半徑有助于增加部件的功能密度。由于層間纖維取向的關系,纖維復合材料具有特定的成型行為。對于柱狀結構,徑向擴展行為主要受到圓周方向上纖維取向的支配。
但是,在不造成損壞的情況下加工成型FRP中空型材是有可能的。FRP管件的預熱很關鍵,因為聚合物基體允許層間滑動運動。滑動的程度與FRP中空型材的紡織品結構有直接關系。如果要讓聚合物能夠在整個中空型材中滑移,必須保證溫度分布是均勻的。
混合部件的基本前提是所用的不同材料之間能形成牢固的結合。如果用FRP替代金屬,一般情況下需要對嵌件的表面進行修整,現在則不需要了。如果注塑成型組件使用了同樣的基礎聚合物和FRP中空型材,并且表面溫度足夠高,就可以獲得高品質的粘結。
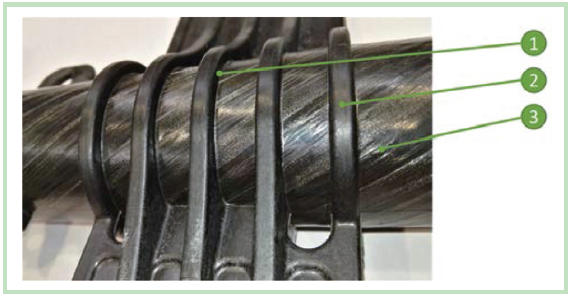
圖5. 在注塑成型加工前,要對FRP管件進行加熱。組件和紅外加熱爐的工作模式:1)紅外散熱器,2)運輸用夾套,3)FRP管件,4)步進馬達
為均勻加熱FRP中空型材,聯邦德國卓越集群“Merge”項目(圖5)開發了紅外加熱器。它包括四只徑向布置的紅外散熱器,以及方便操作的鉸鏈機制。由于散熱器表面與額外旋轉的管件之間的距離不變,該裝置實現了均勻的溫度分布,可以順利地調節紅外散熱器的密集度。
總結
在利用液壓-注塑成型混合工藝加工熱塑性塑料復合材料時,研究人員和行業合作伙伴修正了原來金屬加工的工藝策略,開發出全新的紅外線加熱器。將氣體作為成型介質,次成功加工出了形狀復雜的纖維增強塑料管。新的介質開啟了輕量化的潛力,提升了生產效率,降低了加工成本。不同技術的綜合還具有產品和工藝設計的優勢(由于FRP和熱塑性塑料粘結的特性),并可以用氣體取代HFA液體。
更多詳細報道請關注復材網m.lzzz.net