
 English
English 簡體中文
簡體中文
































熱固性樹脂有很多種,常用的有酚醛樹脂、環(huán)氧樹脂、雙馬樹脂、乙烯基樹脂、酚醛樹脂等。(1)酚醛樹脂是早的熱固性樹脂,具有良好的粘結(jié)性,固化后耐熱性和介電性能都很好,突出的特點是阻燃性能優(yōu)異,熱釋放速率低、煙密度小,燃燒時釋放的氣體毒性小。工藝性性能好,可采用模壓、纏繞、手糊、噴射、拉擠工藝制造復(fù)合材料構(gòu)件。民機內(nèi)裝飾材料大量使用酚醛樹脂基復(fù)合材料。(2)環(huán)氧樹脂是早用于飛機結(jié)構(gòu)的樹脂基體,特點是材料品種多,不同的固化劑和促進劑可獲得從室溫到180℃的固化溫度范圍;有較高的力學(xué)性能;與各種纖維匹配型好;耐濕熱;韌性優(yōu)良;工藝性優(yōu)良(鋪覆性好、樹脂粘度適中,流動性好、加壓帶寬等);適合大構(gòu)件整體共固化成型;價格便宜。環(huán)氧樹脂的良好成型工藝性、杰出的韌性使它在先進復(fù)合材料的樹脂基體中占有重要地位。
(3)乙烯基樹脂是公認的優(yōu)良的耐蝕樹脂之一,能耐大部分的酸、堿、鹽溶液及強溶劑介質(zhì),廣泛用于造紙、化工、電子、石油儲運、環(huán)保、船舶、汽車燈行業(yè)。它具有不飽和聚酯和環(huán)氧樹脂的個性,使其兼?zhèn)洵h(huán)氧樹脂優(yōu)異的力學(xué)性能和不飽和聚酯的良好工藝性能。這類樹脂除具有突出的耐腐蝕性能外,還具有良好的耐熱性能。它包括標準型、耐高溫型、阻燃型、抗沖擊型等多種品種。乙烯基樹脂在纖維增強塑料(FRP)中的應(yīng)用主要以手糊成形為主,特別在防蝕應(yīng)用方面。隨著SMC的發(fā)展,它在此方面的應(yīng)用也相當引人注目。(4)改性雙馬來酰亞胺樹脂(簡稱雙馬樹脂),是為適應(yīng)新型殲擊機對復(fù)合材料樹脂基體的要求而研制開發(fā)的,這些要求包括:在130℃于大型構(gòu)件與復(fù)雜型面構(gòu)件的制造等。雙馬樹脂與環(huán)氧樹脂相比,主要表現(xiàn)為耐濕熱性能優(yōu)越,使用溫度高;不足之處是工藝性不如環(huán)氧樹脂好、固化溫度高(185℃以上開始固化),并要求在200℃或200℃以上溫度下進行較長時間處理。(5)氰酸酯樹脂具有較低的介電常數(shù)(2.8~3.2)和極小的介電損耗正切值(0.002~0.008),高玻璃化轉(zhuǎn)變溫度(240~290℃),低收縮率、低吸濕率,優(yōu)良的力學(xué)性能和粘結(jié)性能等,而且它具有與環(huán)氧樹脂相似的加工工藝性。目前氰酸酯樹脂主要應(yīng)用在三方面:高速數(shù)字及高頻用印刷電路板,高性能透波結(jié)構(gòu)材料和航空航天用高性能結(jié)構(gòu)復(fù)合材料基體。
簡單說下環(huán)氧樹脂。環(huán)氧樹脂的性能除與合成條件有關(guān)外,主要取決于分子結(jié)構(gòu)。環(huán)氧樹脂中的縮水甘油基團是柔性鏈段,可以降低樹脂的粘度,提高工藝性能,但同時降低了固化樹脂的耐熱性。提高固化環(huán)氧樹脂的熱和力學(xué)性能的主要途徑是低分子質(zhì)量化和多官能度化,以提高交聯(lián)密度以及引入剛性結(jié)構(gòu)。當然,剛性結(jié)構(gòu)的引入會使得溶解性降低和粘度增加,從而導(dǎo)致環(huán)氧樹脂工藝性能的下降。如何提高環(huán)氧樹脂體系的耐溫性,是一個非常重要的方面。從樹脂和固化劑的角度來說,官能基數(shù)越多,交聯(lián)密度越大。Tg越高。具體操作:使用多官能環(huán)氧樹脂或固化劑,使用高純度環(huán)氧樹脂。常用的方法是在固化系統(tǒng)中加入一定比例的鄰甲基酚醛環(huán)氧樹脂,效果好,成本低。平均分子量越大、分子量分布越窄、Tg越高。具體操作:使用分子量分布較均一的多官能團環(huán)氧樹脂或固化劑或其他方式。
作為復(fù)合材料基體使用的高性能樹脂基體,它的各項性能,如工藝性、熱物理性能和力學(xué)性能必須滿足實際應(yīng)用的需要。樹脂基體工藝性包括在溶劑中的溶解性、熔融粘度(流動性)和粘度的變化情況及凝膠時間隨溫度的變化情況(工藝窗口)。樹脂配方的構(gòu)成和反應(yīng)溫度的選擇決定了化學(xué)反應(yīng)動力學(xué)(固化速率)、化學(xué)流變學(xué)特性(黏度-溫度隨時間變化關(guān)系)和化學(xué)反應(yīng)熱力學(xué)(放熱)。不同的工藝對樹脂粘度的要求是不一樣的。一般來說,對于纏繞工藝,樹脂的粘度一般在500 cPs左右;對于拉擠工藝,樹脂粘度大概在800~1200 cPs左右;對于真空導(dǎo)入工藝,樹脂粘度一般在300cPs左右,RTM工藝或許會高些,但是一般也不會超過800 cPs;對于預(yù)浸料工藝,要求粘度較高,一般在30000~50000 cPs左右。當然這些粘度要求與工藝、設(shè)備和材料自身的性質(zhì)都有關(guān)系,也不是一成不變的。一般來說,隨著溫度的升高,在較低溫度范圍內(nèi),樹脂的粘度會降低的;然而,隨著溫度的升高,樹脂的固化反應(yīng)也在進行著,從動力學(xué)上講,溫度每升高10℃,反應(yīng)速率提高1倍,這個近似方法對估計反應(yīng)性樹脂體系粘度何時增長到特定危險粘度點還是很有用的。比如,100℃時黏度為200 cPs的樹脂體系粘度增大到1000cPs需要50 min,那么相同樹脂體系110℃初始粘度從低于200 cPs增加到1000 cPs需要的時間大約為25min。工藝參數(shù)的選擇,應(yīng)該對粘度和凝膠時間進行充分的綜合的考慮。比如真空導(dǎo)入工藝,要保證在操作溫度下粘度要在工藝要求的粘度范圍內(nèi),而且該溫度下樹脂的適用期也要足夠長以保證樹脂能夠?qū)胪瓿伞>C合地說,在注射工藝中樹脂類型的選擇必須考慮材料的凝膠點、充模時間及溫度。其它工藝也有類似的情況。
在成型過程中,制件(模具)尺寸和形狀、增強體類型、工藝參數(shù)決定著過程的傳熱速率和傳質(zhì)過程。樹脂固化會放熱,這種熱量由化學(xué)鍵的形成產(chǎn)生,單位時間內(nèi)單位體積形成的化學(xué)鍵越多,釋放的能量也越多。樹脂及其聚合物的熱傳遞系數(shù)一般都相當?shù)停酆线^程中熱量的導(dǎo)出速率不能和熱量的生成速率相匹配,這些逐步增加的熱量會導(dǎo)致化學(xué)反應(yīng)以更快的速率進行,從而產(chǎn)生更多的熱量,這種自加速反應(yīng)將終導(dǎo)致制件的應(yīng)力破壞或降解。這在大厚度復(fù)合材料制件的制造上表現(xiàn)得更為突出,對固化工藝路徑進行優(yōu)化顯得尤為重要。蘭州理工大學(xué)李旭東教授在這個問題上曾經(jīng)指出:預(yù)浸料固化放熱速率過高造成局部“溫度過沖”問題、全局性工藝窗口與局部工藝窗口之間的狀態(tài)差異(例如溫度差異)等問題的解決都歸咎于如何在固化過程中控制制件內(nèi)(特別是制件厚度方向上)的“溫度均勻性”,達到“溫度均勻性”取決于在“制造體系”內(nèi)布置(或者運用)一些“單元技術(shù)”。對于薄制件,由于熱量會大量散失到環(huán)境中,其溫度上升平緩,有時甚至?xí)怪萍袒煌耆藭r需要應(yīng)用輔助熱量來完成交聯(lián)反應(yīng),即要持續(xù)加熱。
復(fù)合材料非熱壓罐成型技術(shù)是相對于傳統(tǒng)的熱壓罐成型技術(shù)而言的,廣義上說,凡是不使用熱壓罐設(shè)備的復(fù)合材料成型方法,都可以稱之為非熱壓罐成型技術(shù)。目前為止,在航空航天領(lǐng)域,應(yīng)用非熱壓罐成型技術(shù)主要有以下幾個方向:非熱壓罐預(yù)浸料技術(shù)、液體成型技術(shù)、預(yù)浸料模壓成型技術(shù)、微波固化技術(shù)、電子束固化技術(shù)、平衡壓力流體成型技術(shù)。在這些技術(shù)中,由于OoA(Out of Autoclave)預(yù)浸料技術(shù)更接近于傳統(tǒng)的熱壓罐成型工藝,有著廣泛的手工鋪貼和自動鋪貼的工藝基礎(chǔ),因而被視為有可能大規(guī)模實現(xiàn)的非熱壓罐成型技術(shù)。高性能復(fù)合材料制件使用熱壓罐的一個重要原因是向預(yù)浸料提供足夠的壓力,大于固化過程中的任何氣體的蒸汽壓,以此抑制孔隙的生成,而這正是OoA預(yù)浸料技術(shù)需要突破的要難點。是否能在真空壓力下控制制件孔隙率,并使得其性能達到熱壓罐固化層壓板的性能,是評價OoA預(yù)浸料及其成型工藝好壞的重要標準。
OoA預(yù)浸料技術(shù)的發(fā)展先源于樹脂的發(fā)展。用于OoA預(yù)浸料的樹脂的研發(fā)有三個要點:一是需要控制成型后制件的孔隙率,如采用加成反應(yīng)固化的樹脂以減少固化反應(yīng)中的揮發(fā)份;二是使固化后樹脂性能達到熱壓罐工藝成型的樹脂性能,包括熱學(xué)性能和力學(xué)性能;三是確保預(yù)浸料具有良好的工藝性,如保證樹脂在一個大氣壓的壓力梯度下可以流動,保證其具有長時間粘性壽命和足夠的室溫外置時間等。原材料制造商根據(jù)特定的設(shè)計需求和工藝方法進行材料研發(fā),主要方向應(yīng)該包括:提高力學(xué)性能,增長外置時間、降低固化溫度、提高耐濕熱性能,這些性能的改善之間有一些是互相沖突的,比如高韌性和低溫固化。需要找到一個平衡點,進行綜合考慮!
在樹脂發(fā)展之外,預(yù)浸料的制造方法也推動了OoA預(yù)浸料的應(yīng)用發(fā)展。研究發(fā)現(xiàn),預(yù)浸料真空通道對于制造零孔隙率層壓板的重要性。之后的研究表明,半浸潤的預(yù)浸料能夠有效低提高氣體滲透性,OoA預(yù)浸料采用樹脂半浸潤,將干纖維作為排出氣體的通道,在零件固化時卷入的氣體和揮發(fā)份都可以通過通道排出,使得終零件的孔隙率<1%。
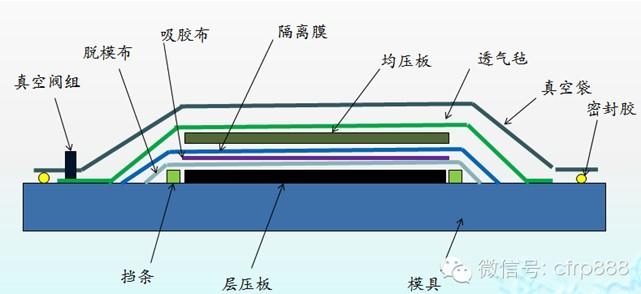
真空袋壓工藝屬于非熱壓罐成型(OoA)工藝,簡單講就是將產(chǎn)品密封在模具和真空袋之間,通過抽真空對產(chǎn)品加壓,使產(chǎn)品更加密實、力學(xué)性能更好的成型工藝。主要的制造流程為:

先,要在鋪層模具(或玻璃板)上涂覆脫模劑或鋪上脫模布。按照所用預(yù)浸料標準對預(yù)浸料進行檢驗,主要是預(yù)浸料面密度、樹脂含量、揮發(fā)份等信息。按照規(guī)定尺寸對預(yù)浸料進行裁剪。裁剪時要注意纖維的方向,一般要求纖維的方向偏差≤1°,將各個下料單元編號,并記錄預(yù)浸料號。鋪層時,要嚴格按照鋪層記錄單上要求的鋪層順序進行鋪層,沿著纖維方向接去PE膜或離型紙,沿著纖維方向趕氣泡,每鋪一層要用橡膠棒或者刮板將預(yù)浸料展開刮平,盡量除去層間的空氣。鋪疊時有時需要拼接預(yù)浸料,必須沿著纖維方向拼接,在拼接處理時要做到搭接而少重疊,并將各層的拼接縫錯開,一般單向預(yù)浸料拼接間隙為1 mm;編織物預(yù)浸料只允許搭接,不允許拼接,搭接寬度為10~15 mm。接下來要注意抽真空預(yù)壓實,預(yù)抽厚度根據(jù)不同的要求而不同。目的是為了排出鋪疊時裹入的空氣以及預(yù)浸料中的揮發(fā)份,保證構(gòu)件的內(nèi)部質(zhì)量。然后就是鋪放輔助材料和打真空袋。打袋密封固化:終要求是不能夠漏氣。注:常有漏氣地方是密封膠膠接處。真空袋壓的示意圖如下:
更多信息請關(guān)注復(fù)合材料信息網(wǎng)m.lzzz.net