碳纖維增強復合材料電池箱輕量化設計
日期:2020-04-01
來源:
瀏覽:4004
[摘要] 對某電動汽車的電池箱進行輕量化設計。因上箱體主要作為密封件,故采用結構優(yōu)化的輕量化方案,而下箱體主要作為承載件,因而采用碳纖維替換原始材料的輕量化方案。在碳纖維結構下箱體的輕量化設計中引入了多目標優(yōu)化算法。仿真結果表明,所采用的輕量化方案在減輕質(zhì)量的同時,還有效提高了電池箱的剛度和模態(tài)頻率。
關鍵詞:電動汽車;電池箱;輕量化設計;碳纖維復合材料;多目標優(yōu)化前言
汽車已經(jīng)向“輕量化、電動化、智能化”轉(zhuǎn)型,2017年電動汽車的總銷量約為333萬輛,比2016年增長26.0%。盡管電動汽車的銷量飛速增長,但其續(xù)航里程一直飽受詬病,甚至引發(fā)“里程焦慮”。在當前的電池技術背景下,提升電動汽車續(xù)航里程的技術主要依賴車輛結構的輕量化。
汽車輕量化主要從結構優(yōu)化、新材料利用和先進制造工藝運用3個方面著手。結構優(yōu)化已經(jīng)相對成熟,因此要進行更深層次的輕量化設計,新材料利用成為主要選擇。碳纖維增強復合材料憑借密度低、強度高、剛度大等優(yōu)點,已在車身結構中大量應用。
本文中對某車型的電池箱進行輕量化設計。所涉及的優(yōu)化技術主要包括:形貌優(yōu)化、尺寸優(yōu)化、自由尺寸優(yōu)化、多目標優(yōu)化和順序優(yōu)化等。在電池箱輕量化過程中,提出了評價電池箱結構安全性的擠壓工況,而且應用多種優(yōu)化方案,實現(xiàn)了電池箱的輕量化目標。
1 電池箱有限元模型建立
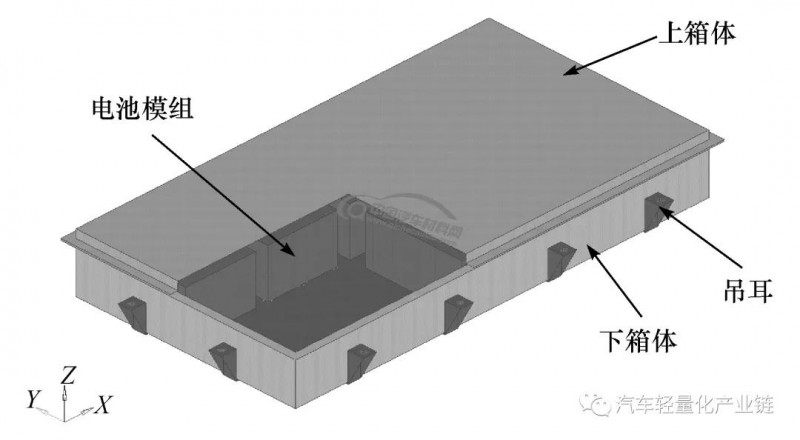
所研究的電池箱是根據(jù)某車型的實體模型測繪得到的。其外觀尺寸為1600 mm×850 mm×175 mm;單個電池模組的尺寸為375 mm×270 mm×175 mm,共計10個電池模組。上箱體厚度為3 mm,下箱體側(cè)板厚度為4 mm,下箱體底板和吊耳的厚度為5 mm。原電池箱采用的材料是6082-T6鋁合金,其密度為2.7×10-9 t/mm,泊松比為0.32,彈性模量為7.2×104 MPa,屈服強度為285 MPa,抗拉強度為355 MPa。
為建模方便,本文中不考慮電池系統(tǒng)的線束和其他附件,將電池模組和模組固定結構合并考慮。在電池箱的仿真計算中,電池模組不發(fā)生變形,但須確保質(zhì)量分布和載荷傳遞路徑與實際相符,因此電池模組選擇六面體網(wǎng)格模擬,平均單元尺寸為15 mm。上下箱體采用殼單元模型,平均單元尺寸為5 mm。所建立的電池箱有限元模型如圖1所示,電池箱結構各部件的質(zhì)量分布如表1所示。
圖1 電池箱有限元模型
表1 電池箱各部件質(zhì)量分布
2 仿真工況確定與性能分析
2.1 仿真工況確定
綜合電動汽車電池箱的研究現(xiàn)狀、電池箱實際工作載荷和企業(yè)要求,確定如表2所示的典型工況。
2.2 原電池箱性能分析
2.2.1 模態(tài)分析
電池箱的前4階模態(tài)頻率如表3所示,第1階模態(tài)頻率為20.67 Hz,低于設計要求的30 Hz。
2.2.2 隨機振動分析
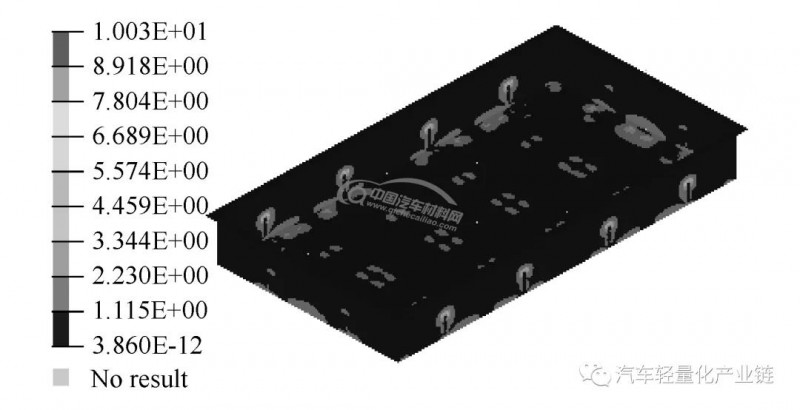
X、Y、Z三向的隨機振動參數(shù)按照GB/T 31467.3—2015中表2、表4、表5執(zhí)行。三向的1σ應力云圖分別如圖2~圖4所示。對應的3σ應力分別為30.1、81.6和196.0 MPa,均小于材料的屈服強度。
表2 典型仿真工況
表3 原電池箱前4階模態(tài)頻率
圖2 X向激勵下1σ應力云圖
圖3 Y向激勵下1σ應力云圖
2.2.3 擠壓分析
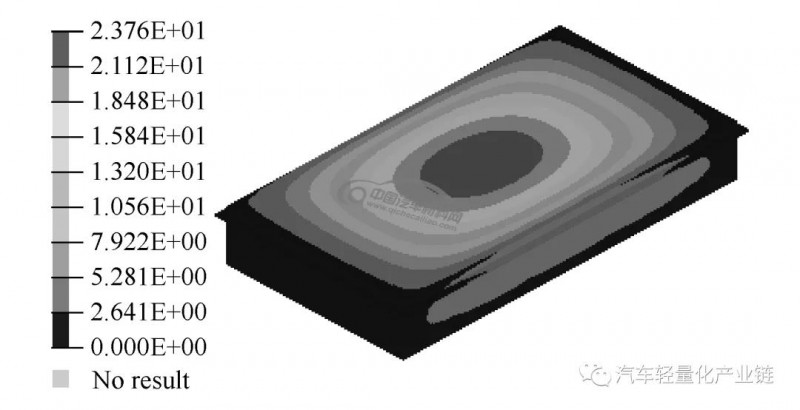
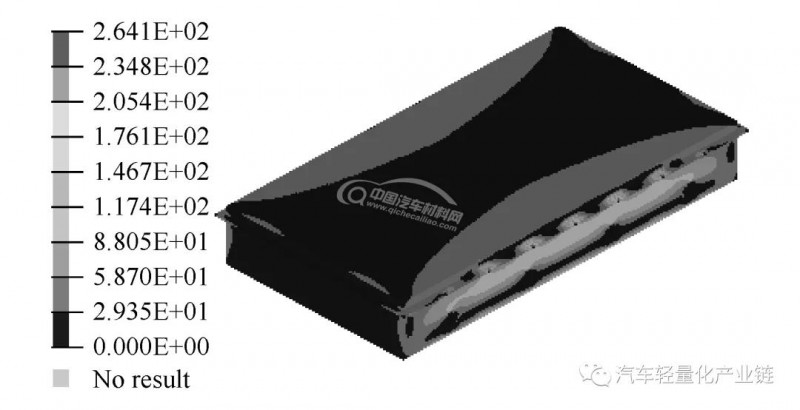
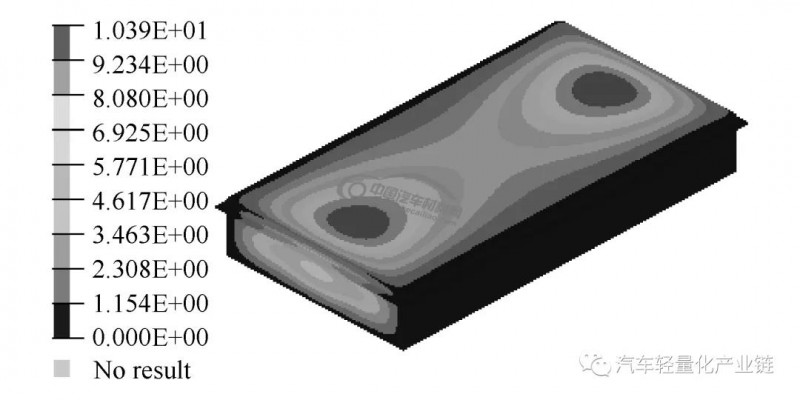
按照表2說明的擠壓工況對電池箱進行分析,得到的橫向擠壓位移云圖如圖5所示,應力云圖如圖6所示,其中大位移為23.76 mm,大應力為264.1 MPa。縱向擠壓工況下的位移云圖如圖7所示,應力云圖如圖8所示,其中大位移為10.39 mm,大應力為238.0 MPa。
圖4 Z向激勵下1σ應力云圖
圖5 橫向擠壓工況位移云圖
圖6 橫向擠壓工況應力云圖
圖7 縱向擠壓工況位移云圖
圖8 縱向擠壓工況應力云圖

3 上箱體優(yōu)化
上箱體不是主要承載部件,考慮成本因素繼續(xù)采用鋁合金材料。對上箱體采用形貌優(yōu)化和尺寸優(yōu)化方法進行輕量化設計。
3.1 上箱體形貌優(yōu)化
模態(tài)分析中發(fā)現(xiàn),電池箱的第1階模態(tài)過小,且第1階振型主要集中在上箱體,因此對上箱體進行形貌優(yōu)化來提高電池箱的模態(tài)頻率。加強筋起筋方向選為垂直箱體表面向上,小寬度設為30 mm,起筋高度為10 mm,并對加強筋施加前后左右對稱的約束。
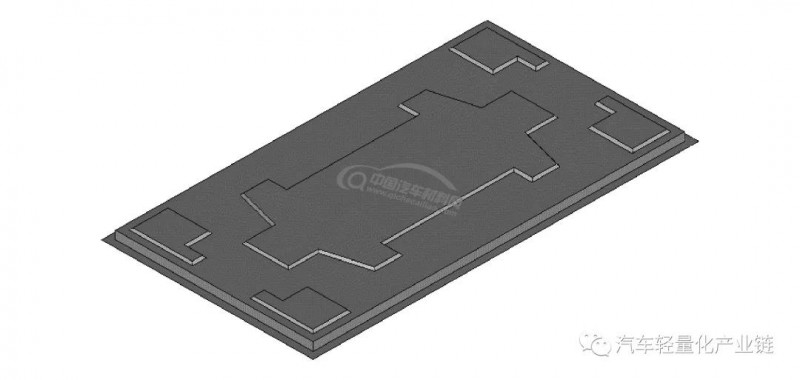
形貌優(yōu)化結果如圖9所示。形貌優(yōu)化只是給設計人員提供概念指導,其結果并不能直接用于加工制造,必須對其優(yōu)化結果進行形狀修整。依據(jù)形貌優(yōu)化給出的結果,修整后的電池箱上箱體形貌如圖10所示。
圖9 形貌優(yōu)化結果
圖10 修整后上箱體形貌結果
3.2 上箱體尺寸優(yōu)化
原始上箱體的厚度為3 mm,利用尺寸優(yōu)化確定佳的上箱體厚度。尺寸優(yōu)化的設計變量為上箱體的所有單元,約束為第1階模態(tài)頻率高于30 Hz,優(yōu)化目標為質(zhì)量小。經(jīng)過8步迭代后,得到上箱體的佳厚度為1.85 mm,考慮到加工制造工藝,終選取上箱體厚度為2 mm。
4 下箱體優(yōu)化
下箱體屬于主要承載部件,為對其進行輕量化設計和探索復合材料優(yōu)化技術,采用碳纖維復合材料替換原鋁合金材料的優(yōu)化方案。
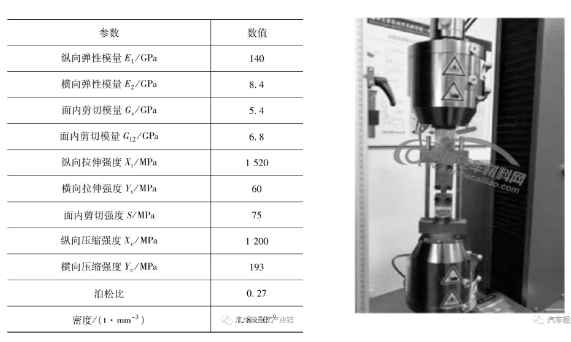
4.1 碳纖維復合材料力學試驗
碳纖維復合材料屬于正交各向異性材料,將其應用在汽車結構上可極大降低汽車質(zhì)量,但其力學參數(shù)受多種因素影響,例如加工工藝、絲束規(guī)格等。因此為獲取準確的力學參數(shù),參照美國材料試驗協(xié)會相關力學性能測試標準完成試驗,獲取的力學參數(shù)如表4所示。試驗設備如圖11所示,試驗樣件中90°纖維的壓縮試件如圖12所示。
表4 碳纖維力學參數(shù) 圖11 力學參數(shù)試驗設備
4.2 下箱體自由尺寸優(yōu)化
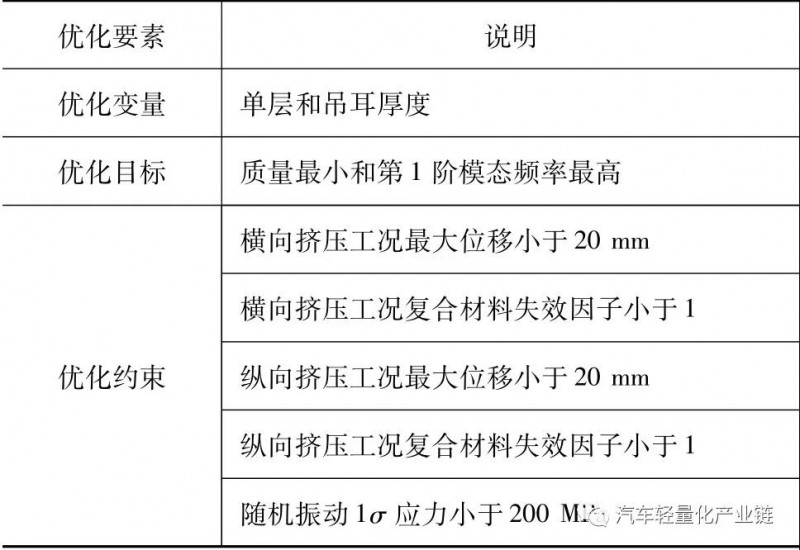
復合材料的鋪層方式和鋪層角度的選取對結構性能具有一定影響,本文中選擇常見的4種鋪層角度,分別為0°、+45°、-45°和90°,鋪層方式采用對稱鋪層。自由尺寸優(yōu)化中超級層厚度為3 mm,為得到良好的優(yōu)化結果,設定優(yōu)化結果中小區(qū)域尺寸為50 mm,+45°和-45°具有相同的分布形狀,下箱體大厚度為20 mm,小厚度為3 mm。自由尺寸優(yōu)化要素如表5所示。
圖12 90°纖維壓縮試件

表5 自由尺寸優(yōu)化要素
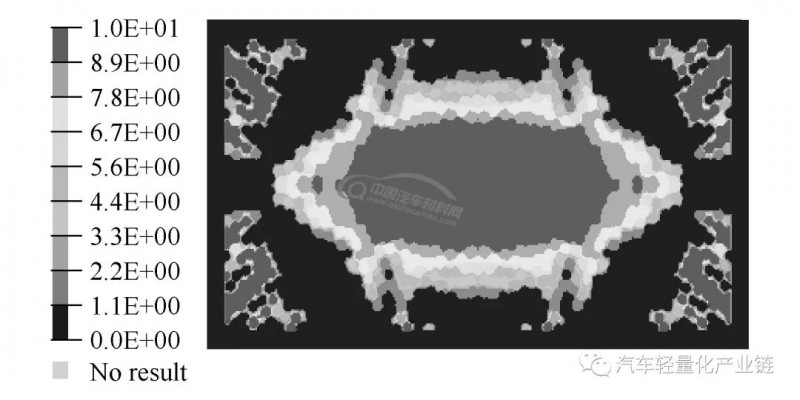
根據(jù)以上的設計要素提交Optistruct進行求解,經(jīng)過25步迭代之后,優(yōu)化結果收斂,得到的復合材料厚度分布如圖13所示。
圖13 自由尺寸優(yōu)化所得厚度分布
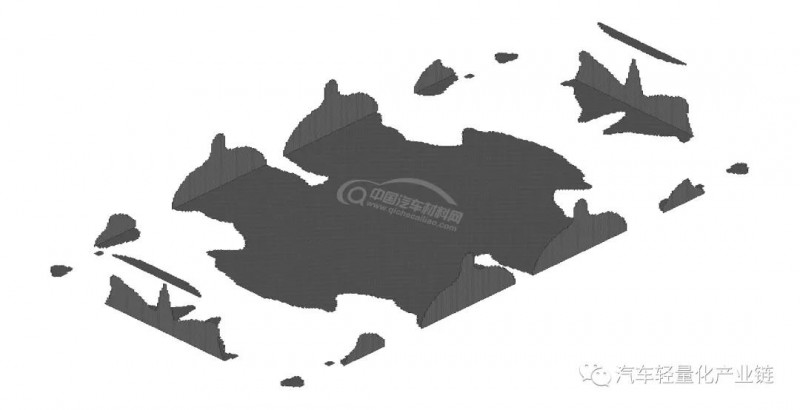
針對不同角度的厚度分布,Optistruct會用不同形狀的4個單層擬合自由尺寸優(yōu)化所得到的結果。初始鋪層共包含4種角度,經(jīng)過自由尺寸優(yōu)化共產(chǎn)生16個鋪層。由于篇幅所限,這里僅將90°層的第3個形狀進行展示,如圖14所示。
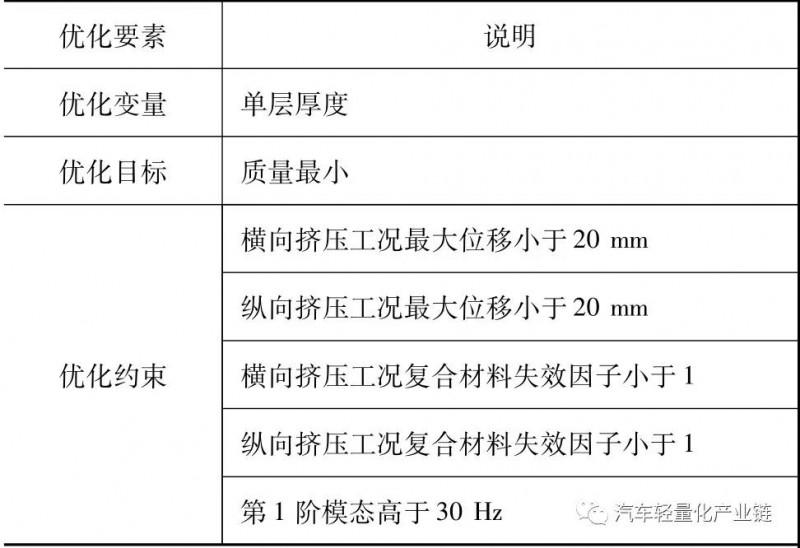
4.3 下箱體尺寸優(yōu)化
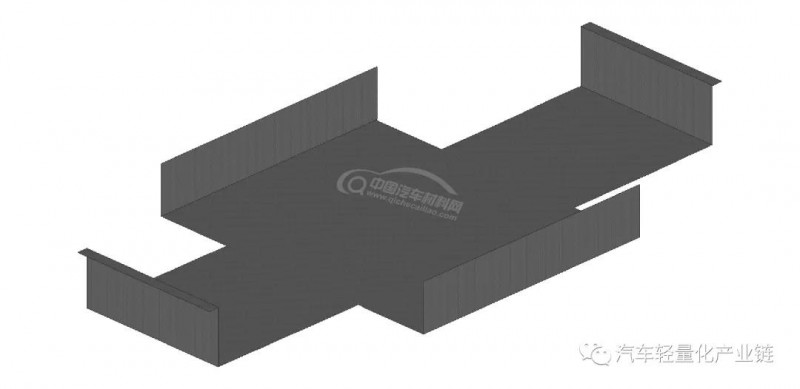
雖然在自由尺寸優(yōu)化過程中控制了碎片尺寸,但是從圖14中可以看出,所得形狀是不規(guī)則的。所以尺寸優(yōu)化的第1步需要對自由尺寸優(yōu)化得到的形狀逐個修整。90°層第3個形狀修整后的結果如圖15所示。
尺寸優(yōu)化的目的是給多目標優(yōu)化提供合理的設計變量初值。因此在尺寸優(yōu)化中應考慮碳纖維的單層厚度,本文所采用的碳纖維單層厚度為0.25 mm,尺寸優(yōu)化要素如表6所示。
圖14 90°層第3形狀
圖15 修整后90°層第3形狀
表6 尺寸優(yōu)化要素
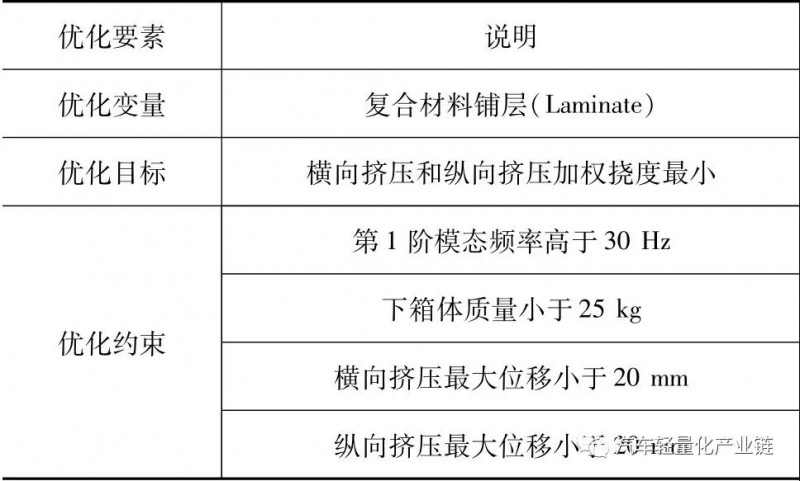
4.4 下箱體多目標優(yōu)化
將電池箱的模態(tài)頻率和質(zhì)量作為關注目標,選取典型工況響應作為約束,對電池箱進行多目標優(yōu)化。取碳纖維疲勞強度為600 MPa,所涉及的優(yōu)化要素如表7所示。
多目標優(yōu)化過程中需要多次求解典型工況響應。為縮短優(yōu)化時間,典型工況的響應通過近似模型得到。近似模型建立過程如下:先利用優(yōu)拉丁超立方的方法生成150組樣本點;然后提取各個樣本的典型工況響應,建立2階響應面近似模型;后對精度較低的近似模型采用增加樣本點的方法改善精度,保證所有近似模型的R2值均在0.9以上。
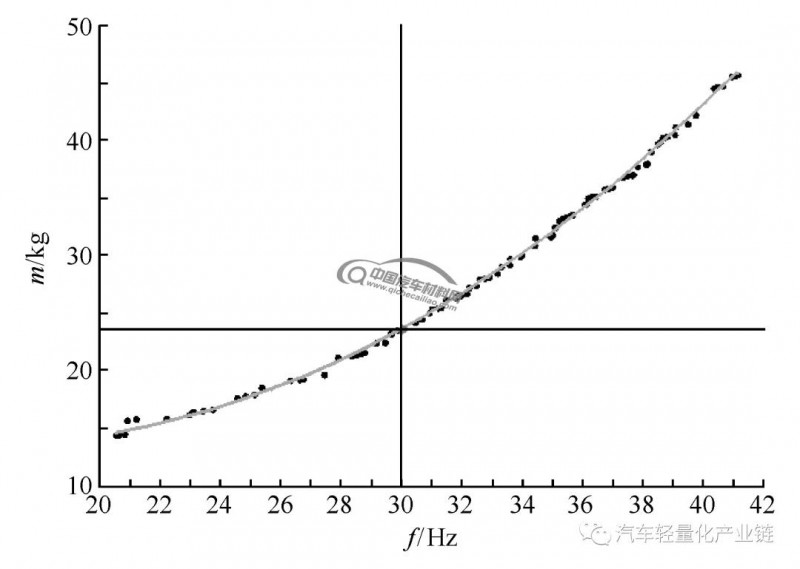
在Isight軟件中搭建多目標優(yōu)化流程,采用NSGA-II算法對多目標優(yōu)化問題進行求解,得到的帕累托解集如圖16所示。
表7 多目標優(yōu)化要素
圖16 多目標優(yōu)化的帕累托解集
表8 多目標優(yōu)化結果
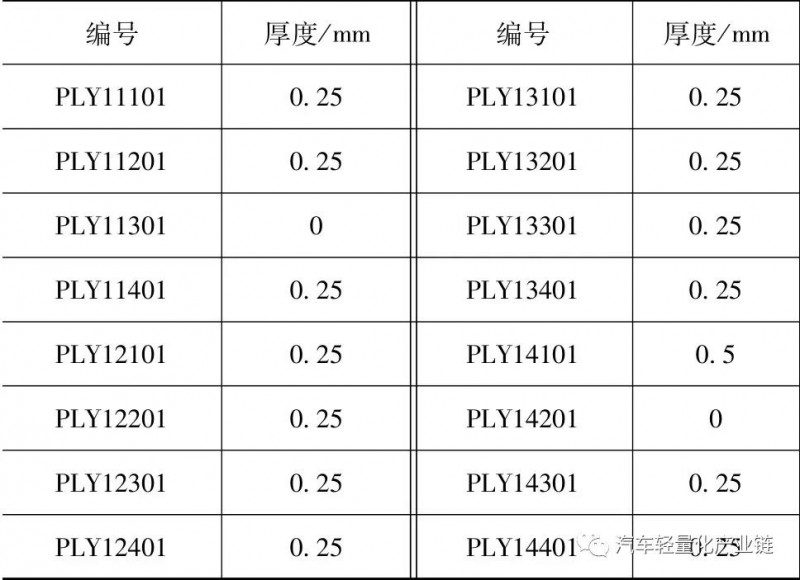
結合實際要求,選取質(zhì)量23 kg(下箱體和吊耳的質(zhì)量)和第1階模態(tài)頻率30 Hz作為多目標優(yōu)化的結果,對應設計變量取值如表8所示。表中編號的第1個數(shù)字代表鋪層結構,本文中只有一種對稱鋪層結構,所以均為1;第2個數(shù)字代表鋪層角度,1代表0°鋪層、2代表+45°鋪層、3代表-45°鋪層、4代表90°鋪層;第3個數(shù)字代表對應鋪層角度的鋪層形狀,1為第1種形狀,2為第2種形狀,以此類推;后兩位數(shù)字代表對應形狀的層數(shù),1表示第1層。
4.5 下箱體鋪層順序優(yōu)化
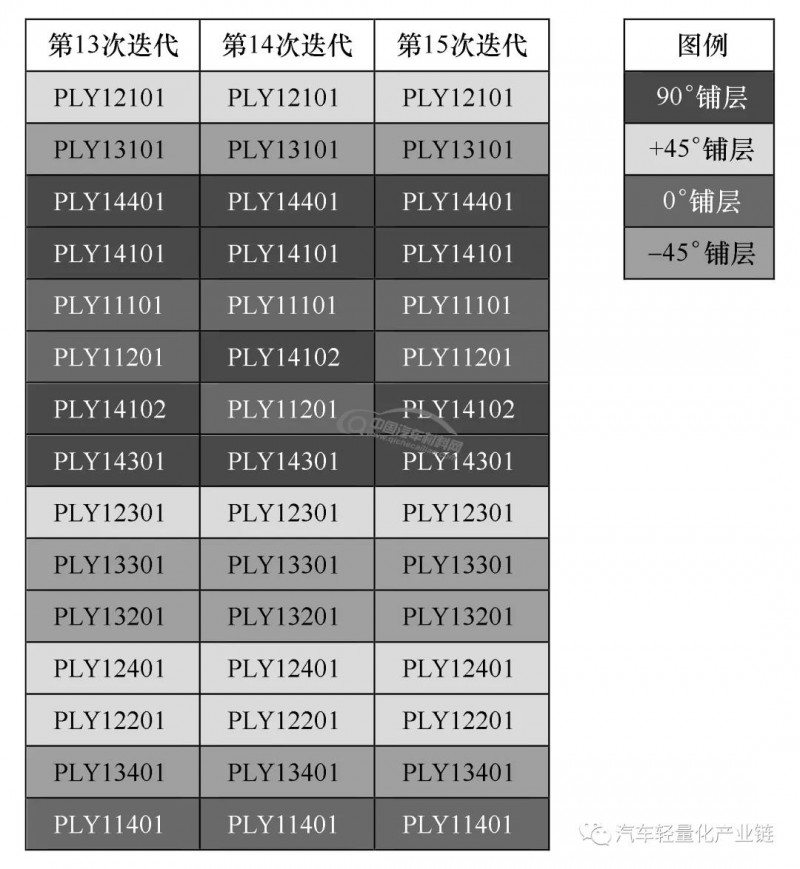
為提高碳纖維結構的可制造性,對鋪層順序進行優(yōu)化。優(yōu)化約束如下:,+45°和-45°層成對出現(xiàn);第二,相同角度鋪層連續(xù)出現(xiàn)的次數(shù)不超過2次;第三,結構表面鋪層角度為+45°或-45°。利用Optistruct進行求解,所得鋪層順序的結果如圖17所示。因為采用了對稱鋪層結構,所以結果中僅顯示一半的鋪層順序。
圖17 順序優(yōu)化結果
5 優(yōu)化結果驗證
為簡化優(yōu)化問題,在電池箱多目標優(yōu)化過程中未考慮某些工況,且終的優(yōu)化結果是根據(jù)近似模型得到,所以有必要對終設計進行結果驗證。
表9 優(yōu)化后模態(tài)頻率

5.1 模態(tài)分析
碳纖維結構電池箱前4階模態(tài)頻率如表9所示。第1階模態(tài)頻率為30.6 Hz,滿足高于30 Hz的優(yōu)化要求,其他階次的頻率相比優(yōu)化前均有不同程度的提高。
5.2 隨機振動分析
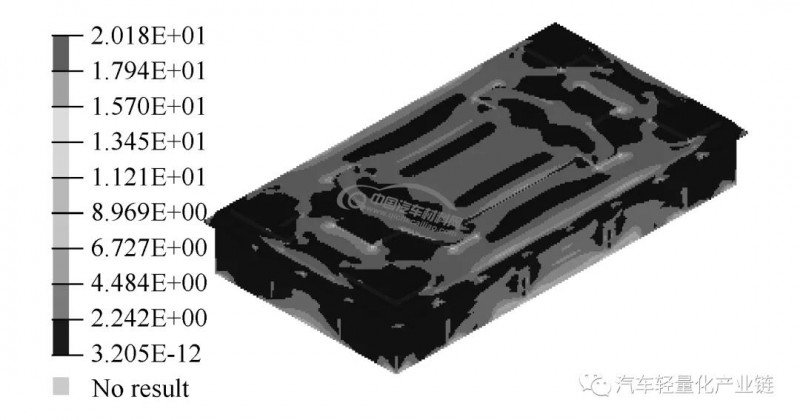
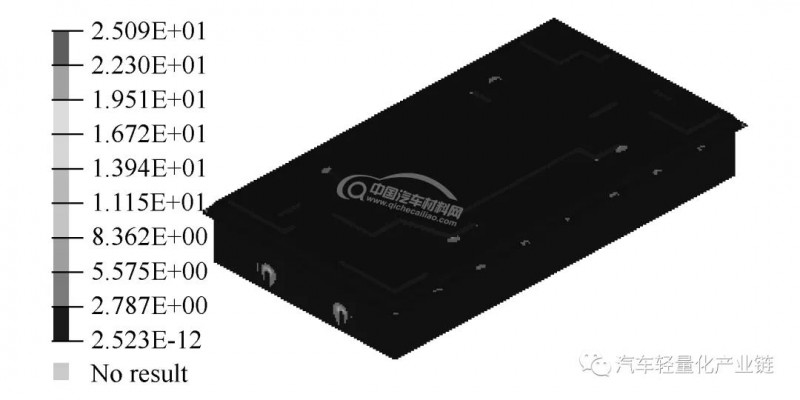
X、Y、Z 3個方向的1σ應力云圖如圖18~圖20所示。3個方向的大1σ應力分別為8.4、25.1和20.2 MPa。對應的3σ應力均小于鋁合金的屈服強度,也遠小于碳纖維的疲勞強度(600 MPa)。
圖18 X向隨機振動1σ應力分布
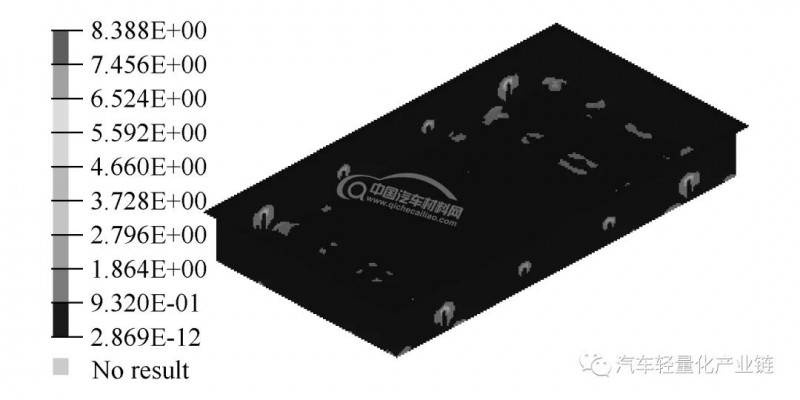
圖19 Y向隨機振動1σ應力分布
圖20 Z向隨機振動1σ應力分布
5.3 擠壓分析
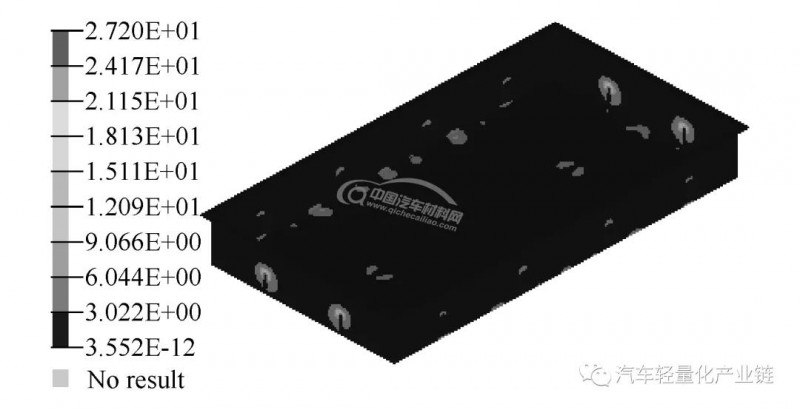
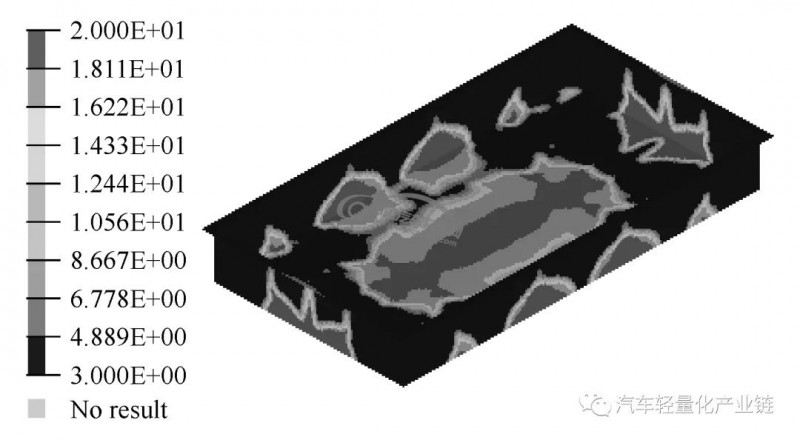
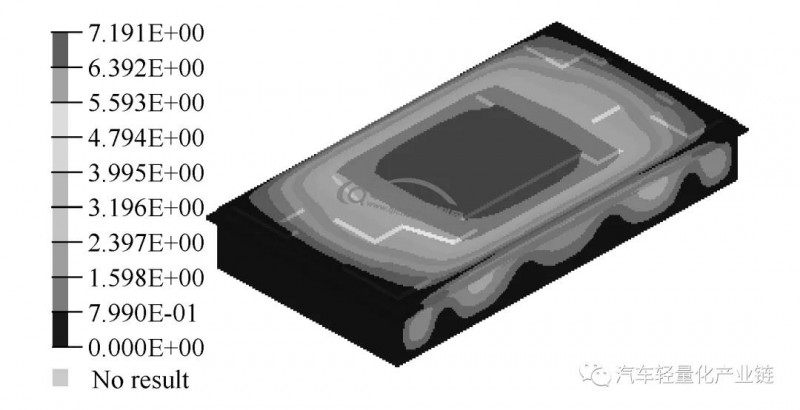
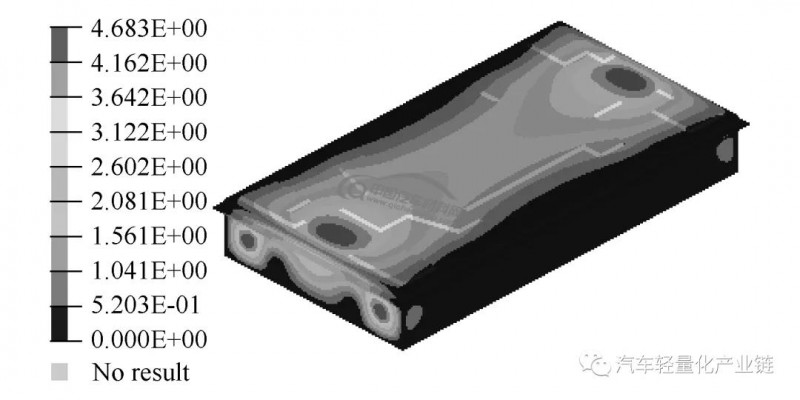
橫向擠壓工況下的位移云圖如圖21所示,大位移為7.19 mm。復合材料失效因子分布如圖22所示,大失效因子為0.43。應力云圖如圖23所示,大應力為264.8 MPa。縱向擠壓工況下的位移云圖如圖24所示,大位移為4.68 mm。復合材料失效因子分布如圖25所示,大失效因子為0.62。應力云圖如圖26所示,大應力為261.2 MPa,小于鋁合金材料的屈服強度,復合材料失效指數(shù)小于1,滿足設計要求。
圖21 橫向擠壓位移云圖
圖22 橫向擠壓復合材料失效云圖
圖23 橫向擠壓應力云圖
圖24 縱向擠壓位移云圖
圖25 縱向擠壓復合材料失效云圖
圖26 縱向擠壓應力云圖

6 結論
(1)在對電池箱的性能分析中,提出了擠壓分析工況,進一步提高了電池箱的安全性。
(2)采用形貌優(yōu)化和尺寸優(yōu)化方法對鋁合金上箱體進行了輕量化設計,采用自由尺寸優(yōu)化、尺寸優(yōu)化、多目標優(yōu)化、順序優(yōu)化方法對碳纖維復合材料下箱體進行了鋪層厚度和鋪層順序優(yōu)化,取得了良好的輕量化效果。
(3)輕量化后的電池箱第1階模態(tài)頻率提高49%,橫向擠壓大位移降低69%,縱向擠壓大位移降低55%,質(zhì)量減輕29.8%。







 English
English 簡體中文
簡體中文































