發展·國內碳/碳復合材料研究進展
日期:2019-11-30
來源:
瀏覽:1717
摘 要:碳/碳(C/C)復合材料是可在高于 1650 ℃條件下應用的少數候選材料之一,是高技術領域重點研究材料。隨著現代科技的發展,其制造效率不斷提升,促進了 C/C 復合材料技術向更多應用領域的轉移與輻射,使其成為新一代超高溫材料的熱點。本文介紹了近年來我國 C/C 復合材料在制備方法、結構、性能、抗氧化燒蝕及其產業化等方面的研究進展,指出了目前 C/C 復合材料發展所面臨的主要任務。
碳/碳(C/C)復合材料是以碳纖維或石墨纖維為增 強體的碳基復合材料,其全質碳結構不僅保留了纖維 增強材料優異的力學性能和靈活的結構可設計性,還 兼具碳素材料諸多優點,如低密度、低的熱膨脹系數、 高導熱導電性、優異的耐熱沖擊、耐燒蝕及耐摩擦性 等[1?3],尤為重要的是,該材料力學性能隨溫度升高不 降反升,使其成為航空航天、汽車、醫學等領域理想 的結構材料[4?6]。
20 世紀 50 年代,C/C 復合材料一經問世便受到 科技工作者的廣泛關注。伴隨著現代空間技術對 運載火箭、超高聲速飛行器、固體火箭發動機及其噴 管、喉襯等對材料性能的要求不斷提高[7?8],美、法、 英、德、前蘇聯等相繼對 C/C 復合材料進行了研 究。傳統 C/C 復合材料致密化工藝,如液相浸漬技術、 等溫化學氣相滲透(CVI)等不斷發展并趨于成熟。20 世紀 80 年代,美國橡樹嶺實驗室及法國原子能委 員會分別提出的熱梯度強制流動 CVI(FCVI)法及化學 液相氣化滲透(CLVI)法,大幅度縮短了傳統等溫 CVI 工藝的制備周期,大大提升了材料的制備效率[9]。同 時,C/C 復合材料抗氧化燒蝕技術也得到了應用,如 美國NASA將SiC/HfC 多層復合涂層應用于 X-43A高 超聲速飛行器 C/C 頭部前緣和水平尾翼前緣上,該飛 行器連續兩次成功實現了馬赫數達6.91和9.68的飛行 試驗[10]。除了在國防軍事領域取得成功應用外,C/C 復合材料在民用剎車盤方面也取得了規模化生產,大碳盤生產公司有英國的BP公司、美國的Bendix、Goodrich 和 Goodyear 公司,法國的 Messier 公司以及英國的 Dunlop 公司。從現有文獻報道看[11?14], 目前國外 C/C 復合材料研究主要集中在低成本制造、 特殊環境材料失效行為、微尺度性能數據庫以及在線 損傷檢測等方面,應用向精細化和多功能化發展,研究工作趨于細觀和微觀領域。
我國自20世紀70年代初開展C/C復合材料研究, 至今已 40 余年,經過眾多科研人員的不懈探索,C/C 復合材料無論是在理論研究還是實際應用方面均取得 了重大突破。目前國內從事 C/C 復合材料科研及生產的主要單位有北京航天材料及工藝研究所、西安航天復合材料研究所、中南大學、西北工業大學、上海大學、華興航空機輪公司、湖南博云新材料股份有限公司、西安超碼科技有限公司等。
本文簡要介紹我國 C/C 復合材料在制備、結構與性能、熱防護以及產業化生產等方面的發展情況及目 前達到的水平,并展望其未來發展趨勢。
1 C/C 復合材料的制備
致密化過程對于 C/C 復合材料的性能、制備周期、 生產成本等至關重要,通常利用具有良好流動性的氣 態或液態前驅體充分填滿預制體孔隙,經過高溫或高 壓等處理工藝使前驅體轉化為基體碳,從而生成致密 的 C/C 復合材料。因此,C/C 復合材料致密化工藝可分為液相浸漬法和化學氣相浸滲(CVI)法。
1.1 液相浸漬法研究進展
液相前驅體(瀝青、樹脂等)中瀝青浸漬液的碳轉化率較高,制備的C/C復合材料易石墨化,抗燒蝕和熱震性能好。樹脂浸漬液制備的C/C復合材料雖然密 度較低,但強度高,耐酸堿性強[15?16]。液相浸漬技術相比CVI技術優點在于碳基體硬度高、耐腐蝕、成本低、周期短、適用于制備大型樣件,缺點在于設備強度要求高、工藝復雜,需要反復浸漬、體積收縮大。
液相浸漬工藝分為低壓浸漬碳化(PIC)法和高壓浸漬碳化(HPIC)法。研究表明[17],低壓時,瀝青碳轉化率僅為50%左右,但在100MPa 高壓浸漬下,碳轉化率可達90%。因此高壓浸漬碳化不僅可以提升原料 的利用率,還可以提升致密化效率。高壓浸漬制備周期短,但設備復雜,成本高。哈爾濱工業大學蔣文強 等[18]采用液相浸漬與真空熱壓燒結相結合方法,解決了傳統液相浸漬法制備周期長、彎曲性能較低等問題,其研究了原料比例以及浸漬溫度對復合材料性能的影 響,終獲得了密度達到1.75g/cm3,大彎曲強度可達383MPa的C/C復合材料。西北工業大學開發了超高壓成形工藝[19],該工藝利用普通壓力機施壓,可大幅度提高浸漬效率,獲得與熱等靜壓相近的浸漬碳化效果。目前應用多的方法為真空壓力浸漬(VPI) 法,通過抽真空使浸漬液在負壓的作用下充分浸潤碳纖維預制體,之后施加高溫高壓使前驅體碳化生成碳基體。該方法浸漬效率高,十分有利于前驅體碳化與固化。
壓力浸漬法通常用于高密度耐燒蝕 C/C 復合材料,而對力學性能要求較高的C/C復合材料制備方法則選CVI工藝。
1.2 CVI法研究進展
由于CVI法制備過程可精確控制,產品性能優異,是當前國內實驗室及工業化生產中應用早和廣的方法。但該方法制備效率低、周期長、成本高。因此在近二十年內,國內C/C復合材料研究者不斷改進并開發新的CVI技術,使其成本與周期大大降低,極大滿足了我國在軍工及民用領域的需求。21世紀后,經過對傳統等溫CVI法、熱梯度CVI法以及壓差CVI法等工藝的改進、創新,我國開發了一系列新型CVI技術,主要有:
1.2.1 限域變溫強制流動化學氣相滲透(LTCVI)法
在FCVI工藝基礎上,西北工業大學侯向輝等[20?21] 在此基礎上提出LTCVI 法,通過有限區域遞進控溫方式改進原始熱梯度加熱方法,實現前驅體的強制流動,達到材料密度均勻的目的,該方法能夠在80~100h內使材料密度達到1.70g/cm3。陳強等[22]在FCVI基礎上,通過增加脈沖電磁閥,周期性控制樣件背壓,使 FCVI 法中穩定流動的氣流變為脈沖流動,增加了前驅 體在預制體中的滲透性,解決了FCVI法中由于熱端 面優先沉積產生的氣流阻塞現象,該方法可在100h內使C/C復合材料密度達到1.70g/cm3。中南大學張福勤等[23]通過改良壓力梯度CVI的爐體,利用中心加熱源實現熱梯度與壓力梯度相結合,可快速沉積C/C復合材料盤狀部件,在60h內可使密度達到1.52g/cm3,該方法沉積效率較高,適用于大批量盤狀構件的沉積。
1.2.2 直熱式化學氣相滲透(HCVI)法
沈陽金屬所湯素芳等[24]在FCVI的基礎上,通過 電磁交變電場增加反應過程中氣體中間產物的活性與碰撞幾率,發明了HCVI方法,提升了反應速率,使 小尺寸樣品僅需20h就可達到1.7g/cm3。
1.2.3 CLVI 法
CLVI法是將預制體浸滲在液烴中,通過液烴在高溫下的蒸發降低預制體外側溫度,實現從內而外的溫度差,使前驅體先在內測高溫區沉積然后逐漸向外側推移,完成致密化的過程。該方法與等溫CVI相比:預制體始終浸滲在前驅體中,內側溫度高、氣體濃度高,縮短了浸滲與擴散的路徑;反應中的溫度差、氣 體的循環對流減弱了擴散對反應的限制,大幅提升了沉積效率。張曉虎等[25]通過該方法制備小尺寸C/C復 合材料,僅需3h材料密度可達1.7 g/cm3,沉積效率 相比等溫CVI提升了近百倍。2006年,西安交通大學王繼平等[26]開發了CLVI雙熱源加熱法,該方法解決了CLVI方法預制體外側溫度較低、沉積延遲的問題,以煤油為前驅體,沉積3h后復合材料密度約為1.72 g/cm3。
1.2.4 CVI 前驅體改進法
該方法主要針對傳統等溫CVI中前驅體氣體在預 制體外部預熱解難以進入內部的問題,有效增強氣體的擴散過程,達到提升材料沉積效率的目的。同時繼承了ICVI工藝對樣品形狀要求低、設備簡單、易于工業化生產的優點。李偉等[27]以正丁醇為前驅體,通過等溫CVI法,沉積73h即獲得密度為1.70 g/cm3 的C/C復合材料。任俊杰等[28]以乙醇和甲醇的混合氣體為前驅體,通過等溫CVI法可在85h內獲得高密度 (1.80 g/cm3 )及高織構基體的C/C復合材料。
1.2.5 多元耦合物理場CVI法
多元耦合物理場 CVI 法由中南大學謝志勇等[29]于2006年設計,該方法通過在預制體內鋪設導電發熱層,使反應氣體濃度場、溫度場、電磁場多元耦合,從而實現快速增密。研究發現以石油液化氣為前驅體,經過20h的沉積,坯體密度達到1.71g/cm3,同時可獲得多種織構的熱解碳基體。
1.2.6 定向氣流熱梯度 TG-CVI法
季根順等[30]通過自制感應加熱裝置使構件形成內高外低的溫度梯度,同時控制氣流由外向內流動,使前驅體氣體只有在內部高溫區才能分解沉積,從而實現了盤狀構件的徑向順序沉積,抑制了結殼現象,提升了沉積效率。該方法十分適用于盤狀C/C復合材 料的制備,可在67h內使預制體密度到達1.80 g/cm3,并且沉積的熱解碳全部為粗糙層。
1.2.7 3D 打印結合 CVI 法
中南大學YI等[31]先將刻蝕后的碳纖維與酚醛樹脂混合壓碎成粉末,再通過 3D打印(選擇性激光燒結法)制成C/C復合材料生坯,經過180℃的固化與 1100℃的碳化后,利用CVI法進一步致密化,可獲得精度高、密度高、機械性能良好的C/C復合材料零件。
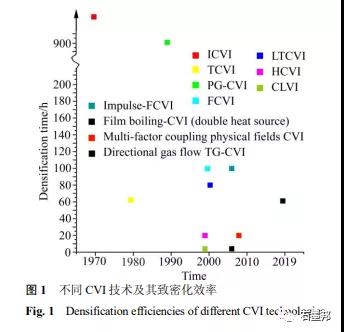
圖1所示為不同CVI技術及其致密化效率圖,可以看出,經過近年來的發展,致密化效率總體已得到較大幅度的提升。
2 C/C 復合材料結構及性能
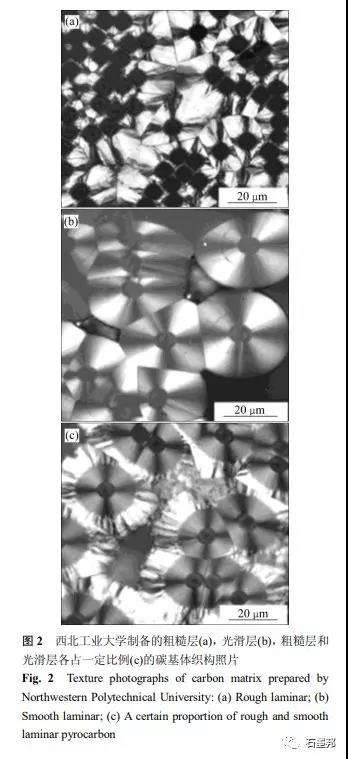
C/C復合材料結構及性能研究主要集中在預制體 結構優化和基體微觀組織調控方面。西安航天復合材料研究所和北京航天材料及工藝研究所在預制體結構優化方面進行了詳盡且系統的研究,實現了大尺寸、高性能和特種C/C復合材料構件的成功研制。基體組織結構調控是優化C/C復合材料性能難點所在,西安航天復合材料研究所、北京航天材料及工藝研究所、 中南大學和西北工業大學等科研院所通過多年研究, 已掌握高密度、組織結構可控C/C復合材料的制備條件[32],圖2給出了西北工業大學制備的具有純粗糙層、純光滑層、和粗糙層和光滑層各占一定比例的織構照 片。目前,C/C 復合材料結構及性能研究主要涉及以下三個方面。
2.1 跨尺度增強及其性能研究
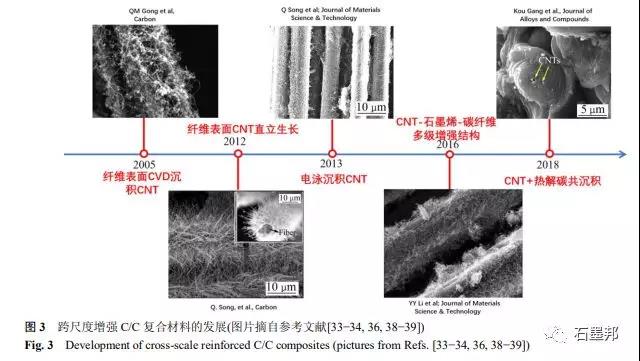
碳纖維直徑為5~15μm,無法滿足基體碳在亞微米尺度上的強韌化。跨尺度預制體在傳統碳纖維預制體基礎上加入納米增強相,實現微?納米尺度的連續 增強,彌補了碳纖維在亞微米尺度上無法增強碳基體的缺點。2005年,GONG等[33]提出采用催化化學氣相沉積(CCVD)方法在碳纖維預制體中生長碳納米管 (CNT),結果發現,卷曲狀CNT改善了纖維/基體界面,有效強化了基體碳材料。之后,研究者們對C/C復合材料跨尺度增強方法進行了大量優化改進,其主要發展歷程如圖4所示。
2.1.1 催化劑種類及其引入方式的優化
纖維表面原位生長CNT通常使用過渡金屬(Fe,Co,Ni 等)作為催化劑,此類催化劑在高溫下與碳互溶,造成纖維的損傷。KOU等[34]使用Cu取代 Fe/Ni 合金作為催化劑實現了CNT在纖維表面的原位生長, 避免了催化劑對纖維表面的直接腐蝕,并實現了CNT和熱解碳的一步共沉積。FENG 等[35]采用浮動催化 CVI 的方法,避免了催化劑和纖維的直接接觸,有效地減輕了纖維損傷。
2.1.2 CNT 生長形貌和均勻性調控
卷曲狀 CNT 未能充分發揮一維納米材料的強韌化效果,且容易造成C/C復合材料內部閉孔的產生,SONG等[36]通過調整CNT生長工藝,實現了纖維表 面輻射狀納米管的生長(如圖3所示)。但由于預制體結構復雜,其表面的前驅體氣體濃度高于預制體內部,CNT生長的均勻性難以得到保證。ZHANG等[37]通過梯度CVI方法,通過工藝優化,抑制了CNT在纖維預制體表面的聚集,實現了CNT的均勻生長。
2.1.3 無損構建跨尺度預制體
SONG等[38]提出,采用電泳沉積方法,可避免原位生長CNT對纖維的損傷,實現C/C復合材料纖維和基體主導力學性能的同時提升。LI 等[39]通過在碳纖維表面預沉積氧化石墨烯片層,構建一種碳纖維?石墨烯?CNT多級增強體,既避免了碳纖維遭受催化劑的腐蝕,同時又可利用石墨烯作為碳纖維和CNT之間 的橋梁,實現不同尺度間的有效過渡。與CNT 增強C/C復合材料相比,碳纖維?石墨烯?CNT多級增強C/C復合材料拉伸強度提高了87%。
2.1.4 結構功能一體化
跨尺度增強C/C復合材料不僅具有優異的力學性能,其功能化研究也得到了研究者的關注。LIU等[40]發現,引入CNT后,低密度C/C復合材料在X波段 的電磁屏蔽性能從28.3dB提高到了75.2 dB。SHEN等[41]通過優化C/C中SiC納米線的引入量,同時提高了C/C復合材料的抗彎曲強度和電磁屏蔽效能。
2.2 復雜環境下的損傷演化
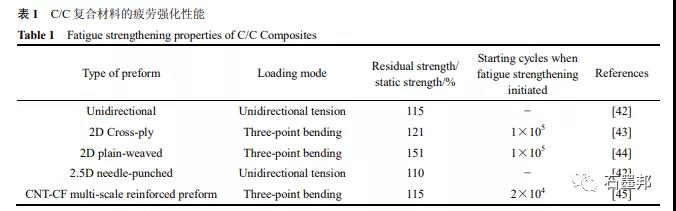
C/C復合材料應用環境復雜,系統性表征C/C復合材料在苛刻服役條件(如循環加載、顆粒沖擊以及空間輻照等)下的損傷演化規律,是保證其可靠性的前提。在對C/C復合材料疲勞性能研究過程中,西北工業大學先發現了C/C復合材料疲勞強化現象(如表1所示),研究表明,疲勞加載早期,疲勞強化出現的主要原因是循環加載對熱應力的緩解和基體微裂紋產生對主裂紋的偏轉作用。
模擬空間環境冷熱循環和輻照也會對C/C復合材 料產生有益的影響,ZHANG等[46]研究發現,在經歷了50次?120~120 ℃熱應力循環后,C/C復合材料強度提升了約26%。LIU等[47]研究了C/C復合材料在空 間輻照環境下的結構損傷演化,結果表明,原子氧氧化顯著提高了C/C復合材料的彎曲強度,而高能質子輻照則會顯著降低C/C復合材料的強度。
3 碳/碳復合材料的抗氧化燒蝕技術
C/C復合材料在高于400℃的有氧環境下會發生氧化的問題嚴重制約了該材料的應用。常用抗氧化燒蝕方法主要有基體改性技術和涂層技術。近年來,多元基體改性抗燒蝕研究、高溫長時防氧化涂層技術及一維材料改性涂層研究等方面取得了較大進展。
3.1 多元基體改性抗燒蝕技術
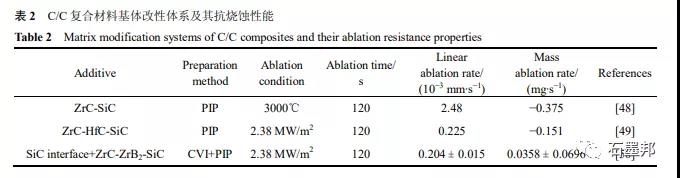
在抗燒蝕基體改性方面,選被動抗燒蝕型改性劑為SiC、超高溫碳化物(HfC、ZrC、TaC)和硼化物 (HfB2、ZrB2、TaB2)。這些超高溫陶瓷(UHTCs)具有熔點高、抗燒蝕氧化性能優異、燒蝕過程中不易熔化、 揮發等優點,是超音速飛行(空氣環境,1400℃以上)、 大氣層再入(在氧原子、氮原子環境,2000 ℃以上)、 火箭發動機(化學反應氣氛,3000℃以上)等極端環境可用的候選材料,多元 UHTCs 改性劑間可協同作用, 對C/C復合材料進行有效保護(如表2所示)。
XIE 等[48] 研究發現,采用前驅體浸漬?裂解(PIP)方法制備的 C/C-ZrC-SiC 復合材料經過氧乙炔實驗燒蝕后,材料表面生成的ZrO2-SiO2 復合玻璃較好地保護了內部材料。LU 等[49]制備了不同種類、不同陶瓷含量的C/C-SiC-ZrC-HfC復合材料,結果表明,ZrO2 和 HfO2在材料表面形成了致密多邊形結構,含有ZrC和HfC的復合改性劑較單相ZrC改性復合材料具有更好的抗燒蝕性能。ZHANG等[50]制備了ZrC-ZrB2-SiC顆粒改性C/C復合材料,通過低壓CVI在碳纖維/碳基體界面間沉積了SiC 層,結果發現SiC界面增強了燒蝕產物與基體之間粘附力,可明顯提高改性C/C復合材料抗燒蝕性能。
3.2 高溫長時防氧化涂層技術
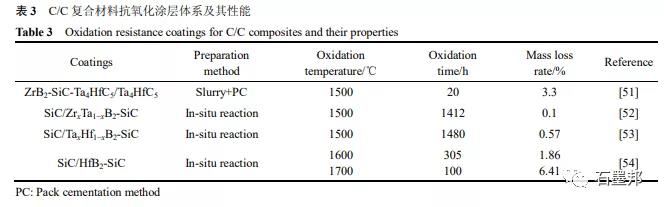
與基體改性方法相比,涂層技術可實現更高、更寬溫度范圍的熱防護。ZHOU 等[51]采用漿體法和包埋法在C/C復合材料表面制備了ZrB2-SiC-Ta4HfC5/ Ta4HfC5雙層抗氧化涂層。結果表明,涂層氧化后生成含有ZrO2、SiO2、ZrSiO4、Ta2O5 和 HfO2顆粒的致密、連續的硅酸鹽玻璃層,可以明顯降低氧擴散速率,并減小氧化過程中裂紋尺寸。任宣儒等[52]采用原位反應法制備了 ZrxTa1?xB2-SiC/SiC涂層,高溫氧化時涂層表面生成了Zr-Ta-Si-O復相玻璃,Ta-Si-O/SiO2 雙層玻璃 層對裂紋傳播起到一定限制作用,提高了涂層和玻璃層的穩定性;由 ZrO2 和 ZrSiO4 等相組成的“鑲嵌結構”,起到釘扎效應,減少了氧氣向C/C基體的滲透及氧化腐蝕,該涂層體系在1500℃空氣介質中有效保護C/C 復合材料1412h(如表3所示)。
他們采用同樣的方法制備了TaxHf1?xB2-SiC復相涂層[53],結果發現氧化后生成的Hf-Ta-Si-O復相玻璃兼具Ta-Si-O玻璃和Hf-Si-O玻璃的優異特性,涂層在1500℃靜態空氣中保護C/C復合材料1480h后,材料失重率僅為 0.57%。WANG等[54]采用原位合成法制備了梯度HfB2改性SiC涂層,梯度涂層結構緩解了涂層與C/C復 合材料基體之間因熱膨脹系數不匹配而產生的應力集中,高溫下鉿硅氧玻璃層有助于材料在1600℃、1700℃條件下的長時熱防護。上述涂層體系及其抗 氧化性能如表3所示。綜上所述,UHTCs與硅系材 料結合是C/C復合材料高溫長時防氧化涂層的主要候選材料,結構及界面的有效調控可進一步提高涂層使用壽命。
3.3 一維材料增韌涂層技術
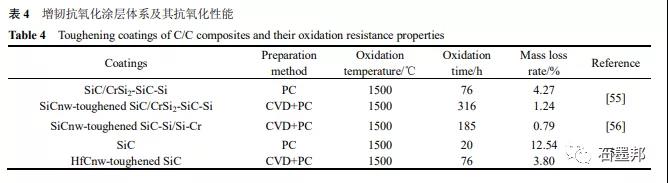
由于陶瓷涂層脆性大以及與C/C復合材料之間熱膨脹系數不匹配等問題易造成涂層的開裂和剝落,為解決該問題,西北工業大學提出一維材料增韌陶瓷涂層思路,采用CVD、原位合成、包埋浸滲等方法,成功將不同形貌納米線引入C/C復合材料陶瓷涂層(如表4所示)。
CHU等[55]采用CVD和包埋法制備了SiC納米線增韌 SiC/CrSi2-SiC-Si 涂層,結果表明,SiC納米線 與其周圍涂層顆粒形成較好的機械連鎖鉚釘結構,明 顯提高了涂層韌性,涂層在1500℃條件下可使用316h,抗氧化性能較未增韌涂層明顯提高。LI 等[56] 采用 CVD和包埋法在覆蓋有SiC-Si 涂層的C/C復合材料表面制備了竹節狀SiC納米線增韌Si-Cr涂層,大大提高了涂層的界面結合強度。ZHANG等[57]采用CVD和包埋法制備了HfC納米線增韌SiC涂層,研究發現, HfC納米線可有效地減小涂層中微裂紋尺寸,避免了貫穿性裂紋的形成,而HfC納米線的橋連和拔出等增韌機制有效提高了涂層的力學性能和抗氧化性能。
4 我國 C/C 復合材料的產業化
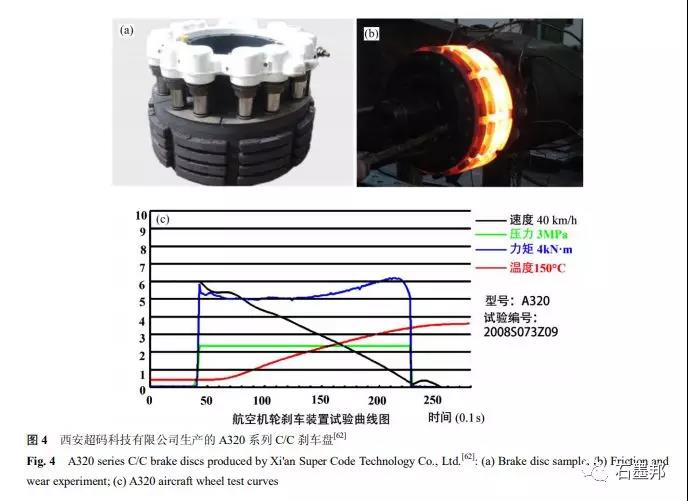
C/C復合材料產業化成功的典型代表是C/C復合材料航空制動盤。華興航空機輪公司、蘭州炭素廠等單位是國內較早開展相關工作的單位。20世紀90年代以來,國內碳制動盤取得長足發展,我國軍機陸續換裝碳制動盤[58]。2004年中南大學黃伯云院士及團隊完成的C/C飛機制動盤項目次成功應用于南方航空公司的 A320飛機,獲得技術發明一等獎[59]。2005年2月西安超碼科技有限公司研制的B757?200型制動盤在上海航空股份有限公司的B757?200型飛機上使用,并成為國航西南公司、上海航空股份有限公司(前)的唯一指定制動盤供應商[60]。我國碳制動盤市場需求量在不斷上升[61],1995年統計需要的C/C飛機制動盤價值2.2億元,2000年需要的 C/C 飛機制動盤總價值超過5億幣,估計到2025 年,我國飛機碳制動盤的市場容量將超過45億元,具有廣闊的發展前景。圖 4為西安超碼科技有限公司生產的A320系列C/C剎車盤[62]。
國內C/C復合材料產業化早、目前在國防上應 用及產業化程度高的屬固體火箭發動機用C/C復合材料噴管喉襯。1984年西安航天復合材料研究所研制的C/C復合材料喉襯材料成功參與我國顆通訊衛星的發射,填補了C/C復合材料在國內喉襯領域應用的空白,之后,西安航天復合材料研究所成為我國較大的固體火箭發動機殼體、噴管的研發生產基地[63]。上海大學研制的各類C/C復合材料喉襯,在長征二號捆綁式火箭發動機、銥星、亞星二號以及艾克斯達一號衛星發射中用于近地點發動機均獲圓滿成功 [64]。西北工業大學實現了高性能CVI沉積C/C復合材料喉襯的制備和批量生產,研發了10余種型號的喉 襯產品,成功應用于兵器、航天等領域。
在航天熱防護材料及航空發動機熱結構部件方面,北京航天材料及工藝研究所、西安航天復合材料研究所、中南大學、西北工業大學等單位均具備生產C/C復合材料大型復雜構件的能力。西北工業大學研制的C/C前緣模擬件,在氣流總焓為 2650 kJ/kg、氣流速度為 2040 m/s的高超聲速電弧等離子風洞中經歷三次700s 循環考核(累計時間2100 s)后線燒蝕率僅為 8.1×10?5 mm/s;研制的帶涂層噴管試件在1600 ℃燃氣風洞沖刷環境下抗氧化時間超過300h,可滿足多方面的應用需求。
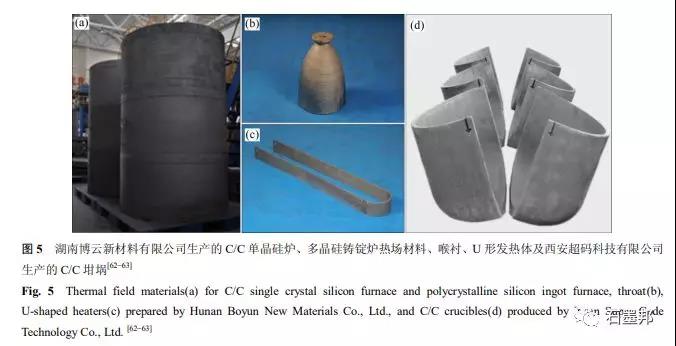
在民用領域,國內較為成熟的是C/C復合材料在太陽能領域作為單晶硅爐、多晶硅鑄錠爐及氫化爐熱 場材料使用。西安超碼科技有限公司、湖南南方博云新材料有限責任公司等單位在硅晶體生長爐C/C熱場方面具備一定的產業化規模,如圖 5 所示。湖南博云新材料有限責任公司的產品已應用于氫化爐熱場、直拉單晶熱場、多晶硅鑄錠熱場、太陽爐電池鍍膜等領域。西安超碼科技有限公司研制的熱場坩堝常使用壽命可達150爐次,已具備年產坩堝3000件的產能[65], 如圖 5(d)所示。
在生物醫學領域,由于C/C復合材料具有與人工骨相近的彈性模量及生物相容性,具有廣闊的應用前景[66]。早臨床用碳質人工骨由吉林碳素廠研究所提供,碳質人工骨包括:碳質股骨頭、股骨上下端、橈骨上下端、下頜骨、顱骨、肋骨等十余個品種[67]。山東大學研究發現:C/C復合材料有利于促進骨組織的生成,并且在C/C表面制備CaP涂層效果更佳顯著[68]。由于未經處理C/C復合材料為生物惰性材料,為使其具有一定的生物活性,必須對其進行表面處理。西北工業大學進行了系列羥基磷灰石(HA)涂層研究,很好地解決了 C/C 復合材料的生物惰性問題[69?70]。
在工業領域,C/C復合材料可作為柴油機活塞及連桿材料使用,C/C復合材料柴油機部件可使其使用 溫度由原來的300℃提高至1100℃,同時其密度低, 減少了能量的損失,熱機效率可達48%;由于C/C復合材料熱膨脹系數較低,在有效溫度內可不使用密封環等材料,簡化了構件結構。
5 我國 C/C 復合材料研制與發展面臨的主要任務
5.1 降低成本
C/C 復合材料有“黑色黃金”之稱,采用CVI工藝制備的C/C復合材料(密度>1.75 g/cm3 )成本高達3~4萬元/kg。其高昂價格主要來自兩方面原因:一是 碳纖維預制體價格高;二是生產周期長。在碳纖維預制體方面,高強高模碳纖維主要依賴進口,國際上碳纖維份額大部分被日本掌控,對于我國碳纖維相關產業的發展產生了較大的阻礙。降低原絲成本、提高碳纖維質量以及開發不同需求的產品是我國碳纖維行業面臨的主要挑戰。在C/C復合材料生產方面,傳統CVI法制備C/C復合材料需要1000~2000h的致密化時間,且表面結殼嚴重,需要多次高溫處理及表層去殼處理。雖然開發出多種新型CVI制備工藝,可明顯縮短致密化時間,但存在工藝適應性不強、復雜形狀難成型和大批量生產等問題,因此,進一步 提高CVI工藝致密化效率、推動高效致密化工藝的工程化應用是關鍵。
5.2 提高抗氧化燒蝕性能
現代高技術武器裝備的發展對C/C復合材料高溫性能提出了很高的要求,如面向航空發動機熱結構部件及高超聲速飛行器熱防護部件的抗氧化抗燒蝕C/C復合材料的研制,需要在>1600 ℃熱力氧耦合條件下長時間穩定服役,此方面很多關鍵技術仍需要攻關。盡管國內在基體改性及防護涂層研究方面取得了突出成果,但還需解決大尺寸異型復雜構件表面涂層均勻性及穩定性、全溫域防氧化等問題,涂層在不同服役環境下的適應性及其修復也是C/C復合材料抗氧化研究面臨的挑戰。
5.3 提高性能穩定性
影響C/C復合材料制備的因素很多,碳纖維規格、預制體結構、CVI設備尺寸、致密化溫度、壓力、氣體流量、氣體停留時間、氣流的分布和走向、熱傳質方式、冷卻溫度及速率、氣體初始溫度等均會對材料微觀結構及性能產生影響。另外,在批量生產中,產品形狀和批次的不同,對應的工藝參數和工裝夾具也不同,這些影響因素若控制不當或控制不夠精確,都會使C/C復合材料性能產生很大的分散性,導致材料在服役過程中性能的不穩定。因此,需要從密度均勻性、基體織構調控、界面結構控制、工藝規范化等方面入手,針對C/C復合材料構件形狀及性能的要求,在預制體質量、熱處理工藝、致密化工藝、模具設計、石墨化、基體改性及熱防護涂層等方面制定嚴格的工藝規范,優化制備方法,確保在同一工藝條件下不同時間、不同批次生產制品的組織結構均勻和性能的穩定。
5.4 性能檢測標準、評價體系與相關數據庫的建立
目前我國C/C復合材料的制造單位主要采用企業標準進行材料性能的檢測,其中部分檢測標準源自陶瓷材料或樹脂基復合材料的標準或美國、歐洲標準,由于不同材料本質特性的不同,測試標準和評價體系存在差異。另外,不同單位采用的測試標準也不一致,造成C/C復合材料性能數據無法橫向比較和共享。尤其對于航空發動機熱結構材料、航天熱防護材料、新型武器裝備熱結構件用C/C復合材料,相關數據庫的建立至關重要。建立普適的、統一的測試標準、評價體系和相關數據庫,是C/C復合材料產業化發展亟待突破的另一個關鍵問題。
REFERENCES:
[1] 李賀軍, 碳/碳復合材料[J]. 新型炭材料, 2001, 16(2): 79?80. LI He-jun. Carbon/carbon composites[J]. New Carbon Materials, 2001, 16(2): 79?80. [2] JORTNER J, PRIYA N S. Applications of carbon/carbon composites[J]. Comprehensive Composite Materials II, 2018, 5: 421-436.
[3] ERICH F. The future of carbon-carbon composites[J]. Carbon, 1987, 25(2):163-190.
[4] 李賀軍, 付前剛. 碳/碳復合材料[M]. 北京: 鐵道出 版社, 2017: 12. LI He-jun, FU Qian-gang. Carbon/carbon composites[M]. Beijing: China Railway Publishing House, 2017: 12.
[5] CHOWDHURY P, SEHITOGLU H, RATEICK R. Damage tolerance of carbon-carbon composites in aerospace application[J]. Carbon, 2018, 126: 382-393.
[6] WANG P P, LI H J, SUN J, YUAN R M, ZHANG L X, ZHANG Y L, LI T. The effect of HfB2 content on the oxidation and thermal shock resistance of SiC coating[J]. Surface and Coatings Technology, 2018, 339: 124-131.
[7] 付青峰, 楊細蓮, 劉克明. 航空發動機高溫材料的研究現 狀及展望[J]. 熱處理技術與裝備, 2018, 39(3): 69?73. FU Qing-feng, YANG Xi-lian, LIU Ke-ming. Current status of research and prospect of high temperature materials for aeroengine[J]. Heat Treatment Technology and Equipment, 2018, 39(3): 69-73.
[8] ALBANO M, ALIFANOV O M, BUDNIK S A, MORZHUKHINA A V, NENAROKOMOV A V, TITOV D M, GABRIELLI A, IANELLI S, MARCHETTI M. Carbon/carbon high thickness shell for advanced space vehicles[J]. International Journal of Heat and Mass Transfer, 2019, 128: 613-622.
[9] 楊云鵬, 崔 紅, 何軒宇, 鄧紅兵. 低成本 C/C 復合材料 研究進展[J]. 炭素, 2018, 176(3): 10?16, 34. YANG Yun-peng, CUI Hong, HE Xuan-yu, DENG Hong-bing. Research developments on low-cost C/C composites[J]. Carbon, 2018, 176(3): 10-16, 34.
[10] LEonARD C P, AMUNDSEN R M, BRUCE W E. Hyper X hot structures design and comparison with flight data[C]// 13th International Space Planes and Hypersonic Systems and Technologies Conference, 2005: 34-38.
[11] SHARMA S, PATEL R H. Processing and characterization of robust carbon-carbon composites from inexpensive petroleum pitch without re-impregnation process[J]. Composites Part B: Engineering, 2019, 174: 106943.
[12] STEPASHKIN A A, OZHERELKOV D Y, SAZonOV Y B, KOMISSAROV A A. Fracture toughness evolution of a carbon/carbon composite after low-cycle fatigue[J]. Engineering Fracture Mechanics, 2019, 206: 442-451.
[13] LIU D, MINGARD K, LORD O T, FLEWITT P. On the damage and fracture of nuclear graphite at multiple length-scales[J]. Journal of Nuclear Materials, 2017, 493: 246-254.
[14] XI X, CHUNG D D L. Capacitance-based self-sensing of flaws and stress in carbon-carbon composite, with reports of the electric permittivity, piezoelectricity and piezoresistivity[J]. Carbon, 2019, 146: 447-461.
[15] 李 艷, 崔 紅, 王 斌, 嵇阿琳, 鄭 蕊, 白 俠. 致密 化工藝對厚壁針刺 C/C 復合材料性能的影響[J]. 復合材 料學報, 2017, 34(10): 2337?2343. LI Yan, CUI Hong, WANG Bin, JI A-lin, ZHENG Rui, BAI Xia. Effect of densification methods on properties ofthick-wallneedledC/Ccomposites[J].ActaMateriae Compositae Sinica, 2017, 34(10): 2337-2343.
[16] 束長朋, 楊鵬翱, 施正堂, 周 權, 吳愛椿, 顧澄中, 倪禮 忠. 高碳酚醛樹脂及其復合材料的炭化性能演變[J]. 玻璃 鋼/復合材料, 2019(3): 76-81. SHU Chang-peng, YANG Peng-ao, SHI Zheng-tang, ZHOU Quan, WU Ai-chun, GU Cheng-zhong, NI Li-zhong. Evolution of carbonization performance of high carbon phenolic resin and its composites[J]. Fiber Reinforced Plastics/Composites, 2019(3): 76-81.
[17] ZHANG S Y, ZHANG Y L, LI A J, CHEN Q, SHI X H, HUANG J F, HU Z B. Carbon composites[M]. Beijing:Springer Nature Singapore Pte Ltd and Chemical Industry Press, 2018: 531-617.
[18] 蔣文強, 溫廣武. 碳/碳復合材料的熱壓燒結制備工藝與力學性能[J]. 陶瓷, 2018, 54(9): 16?22. JIANG Wen-qiang, WEN Guang-wu. Preparation and mechanical properties of carbon/carbon composites prepared by hot pressed sintering[J]. China Ceramics, 2018, 54(9): 16-22.
[19] 夏莉紅, 黃伯云, 張福勤, 黃啟忠, 王 蕾. C/C 復合材料 致 密 化 工 藝 的 研 究 進 展 [J]. 材 料 導 報 , 2008, 22(5): 107?110. XIA Li-hong, HUANG Bo-yun, ZHANG Fu-qin, HUANG Qi-zhong, WANG Lei. Research progress in densification techniques for carbon/carbon composites [J]. Materials Review, 2008, 22(5): 107-110.
[20] 侯向輝. 碳/碳復合材料快速 CVI 致密化技術及模擬研 究[D]. 西安: 西北工業大學, 1998. HOU Xiang-hui. Rapid CVI densification technology and simulation of carbon/carbon composites[D]. Xi'an: Northwestern Polytechnical University, 1998.
[21] 張守陽, 李賀軍, 孫 軍. 限域變溫強制流動 CVI 工藝制 備 C/C 復合材料的組織及力學性能特點研究[J]. 炭素技 術, 2001(4): 15?18. ZHANG Shou-yang, LI He-jun, SUN Jun. Microstructure and mechanical properties of C/C produced by LTCVI[J]. Carbon Techniques, 2001(4): 15-18.
[22] 陳 強, 李賀軍, 張守陽, 韓紅梅, 李克智. 脈沖 FCVI 制 備炭/炭復合材料的微觀結構及力學性能[J]. 新型炭材料, 2006, 21(2): 132?138. CHEN Qiang, LI He-Jun, ZHANG Shou-Yang, HAN Hong-mei, LI Ke-zhi. Microstructures and mechanical properties of carbon/carbon composites prepared by impulse forced flow thermal gradient chemical vapor infiltration[J]. New Carbon Materials, 2006, 21(2): 132-138.
[23] XIA L H, HUANG B Y, ZHANG F Q, JIN L. Rapid densification of carbon/carbon composites plate by pressure-gradient chemical vapor infiltration[J]. Advanced Engineering Materials, 2016, 19(5): 1-7.
[24] 湯素芳, 鄧景屹, 杜海峰, 劉文川. 直熱式化學氣相滲 C/C 復合材料研究[J]. 材料工程, 2003(11): 36?39. TANG Su-fang, DENG Jing-qi, DU Hai-feng, LIU Wen-chuan. Research on structure and properties of C/C composites using the preparation of HCVI[J]. Journal of Materials Engineering, 2003(11): 36-39.
[25] 張曉虎, 馬伯信, 霍肖旭. 化學液相熱梯度致密 C/C 技術 探索[J]. 宇航材料工藝, 2002, 32(3): 22?26. ZHANG Xiao-hu, MA Bo-xin, HUO Xiao-xu. Chemical liquid thermal gradient densification for the preparation of carbon/carbon composites[J]. Aerospace Materials and Technology, 2002, 32(3): 22-26.
[26] WANG J P, QIAN J M, QIAO G J, JIN Z H. Improvement of film boiling chemical vapor infiltration process for fabrication of large size C/C composite[J]. Materials Letters, 2006, 60(9/10): 1269-1272.
[27] 李 偉, 張守陽, 李賀軍,任俊杰, 劉志成. 正丁醇等溫 CVI 工藝制備 C/C 復合材料[J]. 固體火箭技術, 2010(6): 694?697. LI Wei, ZHANG Shou-yang, LI He-jun, REN Jun-jie, LIU Zhi-cheng. Preparation of C/C composites using n-butyl alcohol[J]. Journal of Solid Rocket Technology, 2010(6): 694-697.
[28] REN J J, LI K Z, ZHANG S Y, YAO X Y. TIAN S. Preparation of carbon/carbon composite by pyrolysis of ethanol and methane[J]. Materials and Design, 2015, 65: 174-178.
[29] 謝志勇, 黃啟忠, 梁逸曾, 黃伯云. CVI 炭/炭復合材料微 觀結構和生長模型[J]. 有色金屬學報, 2007, 17(7): 1096?1100. XIE Zhi-yong, HUANG Qi-zhong, LIANG Yi-zeng, HUANG Bai-yun. Microstructure and growth model of C/C composites by chemical vapor infiltration[J]. The Chinese Journal of Nonferrous metals, 2007, 17(7): 1096-1100.
[30] 季根順, 武國強, 賈建剛, 趙 潔, 張 勝, 郝相忠. 定向氣流 TG-CVI 法快速致密化盤狀 C/C 復合材料工藝[J]. 蘭 州理工大學學報, 2019, 45(1): 18?22. JI Gen-shun, WU Guo-qiang, JIA Jian-gang, ZHAO Jie, ZHANG Sheng, HAO Xiang-zhong. Fast densification technology of disk-like C/C composite with directed-flowTG-CVI method[J]. Journal of Lanzhou University of Technology, 2019, 45 (1): 18-22.
[31] YI X, TAN Z J, YU W J, LI J, LI B J, HUANG B Y, LIAO J Q. Three dimensional printing of carbon/carbon composites by selecive laser sintering[J]. Carbon, 2016, 96: 603-607.
[32] REN B Y,ZHANG S Y, HE L Q, GU S Y. Effect of oxygen and hydrogen on microstructure of pyrolytic carbon deposited from thermal decomposition of methane and ethanol[J]. Journal of Solid State Chemistry, 2018, 261: 86-91.
[33] GONG Q M, LI Z, ZHOU X W, WU J J, WANG Y, LIANG J. Synthesis and characterization of in situ grown carbon nanofiber/nanotube reinforced carbon/carbon composites[J]. Carbon, 2005, 43(11): 2426-2429.
[34] KOU G, GUO L J, LI Z Q, PENG J, TIAN J, HUO C X. Microstructure and flexural properties of C/C-Cu composites strengthened with in-situ grown carbon nanotubes[J]. Journal of Alloys and Compounds, 2017, 694: 1054-1060.
[35] FENG L, LI K Z, XUE B, FU Q G, ZHANG L L. Optimizing matrix and fiber/matrix interface to achieve combination of strength, ductility and toughness in carbon nanotubereinforced carbon/carbon composites[J]. Materials & Design, 2017, 113: 9-16.
[36] SONG Q, LI K Z, LI H L, LI H J and REN C. Grafting straight carbon nanotubes radially onto carbon fibers and their effect on the mechanical properties of carbon/carbon composites[J]. Carbon, 2012, 50(10): 3949-3952.
[37] ZHANG H, GUO L J, SONG Q, FU Q G, LI H J, LI K Z. Microstructure and flexural properties of carbon/carbon composite with in-situ grown carbon nanotube as secondary reinforcement[J]. Progress in Natural Science-Materials International, 2013, 23(2): 157-163.
[38] SONG Q, LI K Z, LI H J, FU Q G. Increasing the tensile property of unidirectional carbon/carbon composites by grafting carbon nanotubes onto carbon fibers by electrophoretic deposition[J]. Journal of Materials Science & Technology, 2013, 29(8): 711-714.
[39] LI Y Y, GUO L J, WANG Y W, LI H J, SONG Q. A novel multiscale reinforcement by in-situ growing carbon nanotubes on graphene oxide grafted carbon fibers and its reinforced carbon/carbon composites with improved tensile properties[J]. Journal of Materials Science & Technology, 2016, 32(5): 419-424.
[40] LIU X M, YIN X W, KONG L, LI Q, LIU Y, DUAN W Y, ZHANG L T, CHENG L F. Fabrication and electromagnetic interference shielding effectiveness of carbon nanotube reinforced carbon fiber/pyrolytic carbon composites[J]. Carbon, 2014, 68: 501-510.
[41] SHEN Q L, LI H J, LIN H J, LI L, LI W , SONG Q. Simultaneously improving the mechanical strength and electromagnetic interference shielding of carbon/carbon composites by electrophoretic deposition of SiC nanowires[J]. Journal of Materials Chemistry C, 2018, 6(22): 5888-5899.
[42] CHENG J, LI H J, ZHANG S Y, XUE L Z. Effect of matrix sub-layer interfacial fracture on residual strength improvement of the fatigued carbon/carbon composites[J]. Journal of Materials Science & Technology, 2018, 34(7): 1243-1249.
[43] XUE L Z, LI K Z, JIA Y, ZHANG S Y, CHENG J, GUO J. Flexural fatigue behavior of 2D cross-ply carbon/carbon composites at room temperature[J]. Materials Science and Engineering A, 2015, 634: 209-214.
[44] YANG X, LI H J, YU K H, ZHANG S Y. Effect of stress level on fatigue behavior of 2D C/C composites[J]. Transactions of Nonferrous metals Society of China, 2013, 23(7): 2135-2140.
[45] SHEN Q L, SONG Q, LI H J, XIAO C X, WANG T Y, LIN H J, LI W. Fatigue strengthening of carbon/carbon composites modified with carbon nanotubes and silicon carbide nanowires[J]. International Journal of Fatigue, 2019, 124: 411-421.
[46] ZHANG M Y, LI K Z, SHI X H, LI H J, MA C H, HU C X, WANG L, CHENG C Y. Effects of space extreme temperature cycling on carbon/carbon-(Zr-Si-BCO) composites performances[J]. Corrosion Science, 2019, 147: 212-222.
[47] LIU G H, CHENG L F, LUAN X G. Radiation damage behavior of carbon/carbon composite in Low Earth Orbit environment[J]. Ceramics International, 2019, 45(13): 16088-26096.
[48] XIE J, LI K Z, LI H J, FU Q G, GUO L J. Ablation behavior and mechanism of C/C-ZrC-SiC composites under an oxyacetylene torch at 3000 ℃[J]. Ceramics International, 2013, 39: 4171-4178.
[49] LU J H, HAN K, LIU L, LI H J, LI K Z, QU J L, YAN X. Ablation resistance of SiC-HfC-ZrC multiphase modified carbon/carbon composites[J]. Corrosion Science, 2016, 103: 1-9.
[50] ZHANG M Y, LI K Z, SHI X H, TAN W L. Effects of SiC interphase on the mechanical and ablation properties of C/C-ZrC-ZrB2-SiC composites prepared by precursorinfiltration and pyrolysis[J]. Materials & Design, 2017, 122: 322-329.
[51] ZHOU C L, QI Y S, CHENG Y H, HAN W B. ZrB2-SiC-Ta4HfC5/Ta4HfC5 oxidation-resistant dual-layer coating fabricated by spark plasma sintering for C/C composites[J]. Journal of Materials Engineering and Performance, 2019, 28: 512-518.
[52] REN X R, LI H J, LI K Z, FU Q G. Oxidation protection of ultra-high temperature ceramic ZrxTa1?xB2–SiC/SiC coating prepared by in-situ reaction method for carbon/carbon composites[J]. Journal of the European Ceramic Society, 2015, 35: 897-907.
[53] REN X R, LI H J, FU Q G, LI K Z. TaxHf1?xB2-SiC multiphase oxidation protective coating for SiC-coated carbon/carbon composites[J]. Corrosion Science, 2014, 87: 479-488.
[54] WANG P, TONG M D, WANG H H, LI H J, JIA Y J LI B, ZHANG Y L, ZHAO Z G. Gradient HfB2-SiC multilayer oxidation resistant coating for C/C composites[J]. Ceramics International, 2018, 44: 20968-20973.
[55] CHU Y H, LI H J, FU Q G, QI L H, WEI B B. Oxidation protection of SiC-coated C/C composites by SiC nanowiretoughened CrSi2-SiC-Si coating[J]. Corrosion Science, 2012, 55: 394-400.
[56] LI H J, YANG X, CHU Y H, LI L, FU Q G, QI L H. Oxidation protection of C/C composites with in situ bamboo-shaped SiC nanowire-toughened Si–Cr coating[J]. Corrosion Science, 2013, 74: 419-423.
[57] ZHANG Y L, REN J C, TIAN S, LI H J, HU Z X. SiC coating toughened by HfC nanowires to protect C/C composites against oxidation[J]. Applied Surface Science, 2014, 311: 208-213.
[58] 李子豐. 西安航空制動科技有限公司飛機碳剎車盤發展 之路[J]. 經貿導刊, 2009, 9: 54. LI Zi-feng. Development of carbon brake disk for aircraft in Xi'an aviation brake technology Co., Ltd[J]. China Economic and Trade Herald, 2009, 9: 54.
[59] http://www.most.gov.cn/ztzl/gjkxjsjldh/jldh2004/fm/fm.htm.
[60] 陳 輝. 西安超碼科技有限公司 A320 碳剎車盤試飛成 功[J]. 軍民兩用技術與產品, 2009(4): 40. CHEN Hui. Successful flight test of A320 carbon brake disk of Xi’an Super Code Technology Co., Ltd[J]. Dual Use Technologies & Products, 2009(4): 40.
[61] 閔華陽. 一個高科技項目的產業化分析: “863”計劃 項目/炭/炭復合材料產業化分析[J]. 電子政務, 2001(7): 149?151. YAN Hua-yang. Industrialization analysis of a high-tech project: industrialization analysis of national 863 project/ carbon/carbon composites[J]. E-Government, 2001(7): 149-151.
[62] http://old.xacmkj.com/products_detail_1/productId=83.html.
[63] 蘇君明. C/C 喉襯材料 的研究與 發展[J]. 炭素科技, 2001(1): 6?11. SU Ming-jun. Research and development of C/C throat insert[J]. Carbon Science and Technology, 2001(1): 6-11.
[64] http://www.mat.shu.edu.cn/Default.aspx-tabid=2074.
[65] http://old.xacmkj.com/products_detail_1/productId=76.html.
[66] LIU L, NI X Y, XIONG X B, MA J, ZENG X R. Low temperature preparation of SiO2 reinforced hydroxyapatite coating on carbon/carbon composites [J]. Journal of Alloys and Compounds, 2019, 788: 768-778.
[67] 余 鵬. 人工指關節用碳/碳復合材料制備及其性能的研 究[D]. 天津: 天津大學, 2012. YU Peng. Study on preparation and property of C/C composite for artificial finger joints[D]. Tianjin: Tianjin University, 2012.
[68] CAO N, DONG J, WANG Q X, MA Q S, XUE C Q, LI M S. An experimental bone defect healing with hydroxyapatite coating plasma sprayed on carbon/carbon composite implants[J]. Surface and Coatings Technology. 2010, 205(4): 1150-1156.
[69] ZHAND L L, LI H J, LI K Z. Double-layer TC4/Sr substituted hydroxyapatite bioactive coating for carbon/ carbon composites[J]. Ceramics International, 2015, 41(1): 427-435.
[70] ZHANG L L, LI S X, LI H J, PEI L N, GUO Y, LIU S J, SU Y Y. Hydroxyapatite coating on C/C with graphene oxide interlayer[J]. Surface Engineering, 2018, 34(11): 801-808.

 English
English 簡體中文
簡體中文































