
新產品開發是由產品圖紙設計的CAD、加工工藝設計的CAM和測量方案設計的CMM三者緊密配合的結果,先是三者對產品的坐標系和基準要素有統一的認 識。圖紙設計才能完全表達其裝配特性和使用特性、工藝設計才能有正確的定位和合理的工序、測量設計才能正確地建標得到真實的數據,用以證明圖紙設計的可行 性、證明加工工藝的穩定性。
一個新產開發的成功離不開數字化設計開發、數字化加工試制、數字化測量調整三方面的密切配合協作,產品的坐標系和每一個組成坐標系的基準要素是設計、加工和測量三者交流溝通的重要基礎,也是三者達成一致認識的前提,更是新品開發成功的要關鍵。
一,產品零件的坐標系:
1,產品零件圖紙上標注的基準坐標系是該坐標系內的所有幾何尺寸和幾何公差之源:一輛汽車上有無數個坐標系,對應每個零件的坐標系,就像到大劇場看戲的坐票,就能正確地坐上自己的位子。有了坐標系,其中的重要幾何尺寸和幾何公差都由坐標原點標注齊全,坐標系真是起到牽一發而動全身得到作用,哪怕是稍有微小的偏差,重要幾何尺寸和幾何公差都會發生變化。
2,基準坐標系是用來作裝配定位的:坐標系的配置先是為裝配基準的需要。例如發動機的上缸體下缸體的裝配都同樣靠一個安裝平面和二個定位銷(一面二銷)來確定的坐標系,所有此類坐標系都是成對出現的,絕對不會單獨存在。
3,簡單零件的至少有一個基準坐標系,但是復雜的零部件就可能會有十多個坐標系:圖1就是發動機缸體圖紙中基準要素列表,共有16個基準坐標系,48個基準要素。在這些坐標系中也像編制計算機程序中的變量一樣有全局坐標系和局部坐標系之分。如發動機的缸體中與缸蓋裝配的一面二銷坐標系就是全局性的,該坐標系與活塞孔、曲軸孔、安裝螺絲孔,還有油孔、冷卻水孔等幾何位置尺寸都同出一個坐標系。如缸體除上下二個大面外,其他四周面安裝多個控制器部件,每個安裝部件也都各自有一個坐標系,這些都屬于局部坐標系,該坐標系中的幾何尺寸幾何公差與安裝小平面和螺栓孔有關。
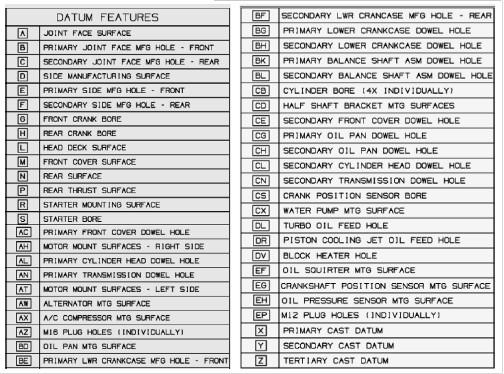
圖1
然后全局坐標系與局部坐標系又是有著傳遞關系,如上述的一個局部坐標系,其中安裝平面和一組螺栓孔中的一個孔與全局坐標系是有幾何位置關系,其他螺栓孔只是與該安裝平面和那個孔有幾何位置關系。可見每一個幾何公差都是這樣一環扣一環的緊緊連在一起,盡管圖面很大,數十個基準坐標系,成千個幾何要素,但是他們之間的關系還是非常清晰,層次分明。
4,當復雜零件的多個基準坐標系中是有著規律的傳遞關系:按一般零件制作工藝無非有模具鑄造、模具沖壓、模具焊接和機加工成型,基準坐標系就有這樣的傳遞規律:由毛坯坐標系傳遞到機加工坐標系、由全局坐標系傳遞到局部坐標系,由一般坐標系傳遞到附加保險。例如發動機的缸體,是由鋁合金模具鑄造成型的,出模后先得到是毛坯基準坐標系,用此坐標系定位機加工得到機加工基準坐標系1,而且是全局坐標系,大部分幾何尺寸和幾何公差都是在此坐標系下標注的,連續多道機加工工序都用他定位,加工與此坐標系關聯的所有幾何要素。然后產生機加工坐標系2、機加工坐標系3、機加工坐標系N及關鍵的幾何要素,每一個機加工坐標系都至少有一個裝配附件,都是與此坐標系直接有幾何位置公差關系。除此之外,還有附加坐標系,例如發動機缸體的活塞孔、與活塞孔相關的油孔和冷卻水孔、與缸蓋的結合面、曲軸孔軸線等等大部分要素的幾何公差肯定是在全局坐標系下的,另外曲軸孔還有一些裝配的要素是以軸線為基準,軸向定位面為第二基準和油底殼安裝面為第三基準的組成的坐標系。其次曲軸孔上的偏心油槽是曲軸孔坐標系的附加坐標系,類似這樣的附加坐標系也有若干個,所以不管有多少個坐標系,沒有一個是獨立存在,都是與上級坐標系有著緊密的傳遞關系。
5,一個基準坐標系是有三個幾何基準要素組成:零件圖紙在CAD中設計構畫而成。這里的幾何尺寸要素和幾何公差要素,當然包括基準要素,都不會有絲毫誤差的,是理論的幾何要素。他組成基準坐標系時,無所謂幾何基準要素的順序,三個基準可以隨便構畫都沒有問題。但是在實際的產品零件體上,要建立坐標系就完全不是那回事。 對于坐標系用于裝配定位也好,用于限制6個可活動自由度也好,必須有完整的三個幾何要素才能組合而成,缺一不可,當然這三個基準要素可以是實體上直接得到,也可以通過實體上基準要素與基準要素相交、平移、投影、定角度旋轉等數學處理構建的交線、交點、投影線、投影點、平行面和轉角面等等的構建要素組合而成。
二,基準坐標系中的幾何基準要素:
1,解決毛坯基準誤差的方法是模擬基準:產品制造工藝都是由模具鑄造成型、模具沖壓成型和模具焊接成型的方式,他們確定的幾何要素,無論是點、線、面和園都是毛坯,本身的幾何形狀就存在一定的誤差,幾何要素之間的幾何公差同樣存在誤差,對機加工和測量的定位上都帶來重復精度問題,在國際和國內的機械標準中都引進了模擬基準的概念。用事先設計和加工好的定位夾具,用具有一定幾何精度的模擬基準面與毛坯基準面貼合,并取代毛坯基準要素來建立毛坯基準坐標系。
圖2是TC產品中的零件導輪測量葉片的夾具,導輪是鋁合金模具壓鑄成型的,基準要素1是圖中所示的毛坯外圓,2是毛坯窄環面,因為基準面既是粗糙的毛坯環面,而且只有1mm左右的窄寬,該要素數據采集很困難,坐標系建歪,葉片的數據無法可信了。所以特意設計專用的定位夾具,六根等高精度的圓柱端面是模擬基準要素,固定在彈簧鋼片六個圓弧頭模擬園是夾緊基準外圓,并與夾具中心伸出的圓柱是有同心度精度保證的模擬基準要素。來建立模擬坐標系。就靠這模擬基準夾具,能精確測量出葉片的偏差值,幫助供應商找到模具的問題和誤差值,終保證了導輪產品的質量。
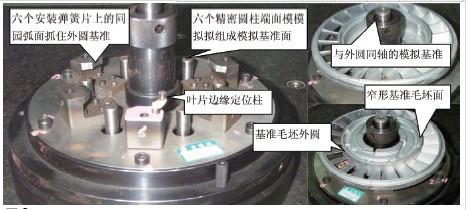
圖2
圖3是TC產品中渦輪葉片的測量夾具,該葉片是薄鋼板級進模沖壓成型,其基準坐標系是圖中④落在空中,是二十多枚葉片安裝的回轉中心基準坐標系。通過設計了該測量定位夾具,用6點定位固定,然后在CAD中找到葉片坐標④與夾具坐標⑤的數學轉換關系式而在CMM建立葉片坐標系,也是運用了模擬坐標系的轉換概念,這就能按零件圖紙指定點坐標值進行編程自動測量。
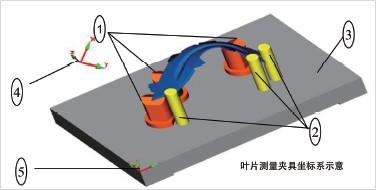
圖3
2,坐標系中的三個基準之間有順序:在加工工藝中即便是高精度的機加工設備,也只能減少加工誤差,對于用來建立坐標系的基準要素,是容不得任何一點誤差,否則就無法建立坐標系。尤其在CMM的測量中為了解決此問題,設計標準中又引進了基準順序的概念。用來建標的三個基準要素有明確的順序排列,完全是與裝配定位基準的要求一致,例如:幾何位置公差的方框中
![]()
有三個基準A、F、G,其中A為基準,常為平面要素,也是成為坐標系的XY平面,F為第二基準可以是點或線,而G是第三基準也可以是平面或是線、點。既然基準是平面,根據裝配要求,確定是平面完全貼合,如果第二基準F是中心孔,中心孔的幾何要素是中心線,因為中心線與A基準面的幾何位置肯定存在誤差,無法直接作為建標要素,而只是以中心線與A面的交點作為建標的第二要素,如果G基準是另外一個孔,同樣孔軸線與A平面的交點是建標的第三要素,構成一面二點,完成基準坐標系的建立。(見圖4)可見三個基準要素中只有基準是實體的要素,而第二第三基準都是構建而成的,可見選擇基準的重要性。
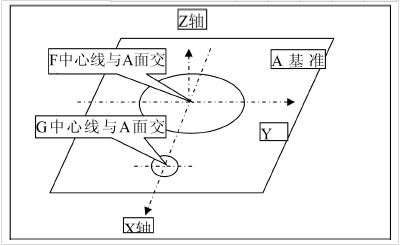
圖4
CMM測量機構建坐標系還有一個重要特征,一面二點的三要素必須基準是通過測量直接得到,而其他二個要素可以是測量后通過數學處理構建而成,更重要的是三要素必須同落在一個平面上,三要素不在同一平面也完不成建標。
坐標系中的基準也必然是符合裝配定位的基準,圖紙中的重要幾何尺寸同樣也必然與基準發生關系,可見確定基準的重要性。如法蘭孔位置度的基準是裝配貼合平面,所以中心孔和法蘭孔的圓心都落實在基準面上才能計算法蘭孔的幾何位置度值。
3,零件圖紙中對基準要素本身也需要幾何形狀公差和幾何位置公差:設計者要在熟悉產品零件的使用特性、裝配特性和必要的制作工藝特性,才能對基準要素本身幾何公差標注正確。圖五是汽車渦輪增壓機中一個閥臂閥門一體化的零件毛坯圖,因為使用特性的要求,材料要求高、形狀復雜,所以采用石蠟模真空澆注工藝,因為該石蠟模工藝特點,脫模易變形,相對軸更比圓形閥門容易彎曲,就是懸臂機加工,因材質軟也易變性,而且該零件屬于轉動類件,其裝配基準要素肯定是軸,不是面,所以在毛坯件狀態對軸的幾何形狀和位置公差就需要提出要求,以軸端面S和閥門底面C為基準對軸A的位置度和垂直度,
![]()
、
這是沒有問題。但是
![]()
是為了描述基準C與基準A的幾何位置關系,那么
![]()
幾何公差是描述基準A與基準C的的幾何位置關系,
![]()
與
![]()
這就產生矛盾。在鑄造的毛坯零件中是基準C決定A,還是A決定C,不明確,在同一個坐標系中的三個基準,無論依據使用特性、裝配特性,還是制造工藝特性,也必須有主次之分,也就是決定以那來定那,而不能隨意的顛倒,更不能三者之間發生循環關系(圖5)。
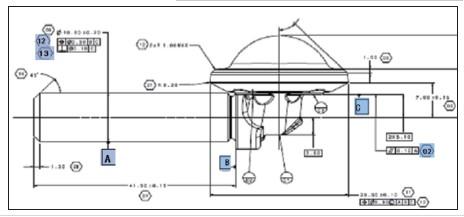
圖5
4,零件坐標系的基準中基準一般分為面和軸線要素二種:
裝配形式是以平面貼合,后用銷定位或螺栓方式的,基準是面。出現的幾率也比較大,加工和測量的定位建標也比較有規律,(一面二點、一面一線一點)都可以明確找到用來建標的基準要素。但零件是有轉動功能不管是高速或低速,還是360度、或按一定角度擺動的軸,以及裝配轉動軸的孔系、轉動軸機架(如發動機缸體曲軸孔系、轉向盤支架等)坐標系的基準就是軸線,而不是面。圖紙的第二基準是指軸定位的臺階面,因為與基準的軸線垂直度存在誤差,所以第二基準的軸臺階面不能直接參與建標,為了軸向定位,只能用基準的軸線與臺階面的交點,作為建標的原點,困難的是如何確定第三基準面,以限制軸線的轉動。在零件圖紙上,肯定有過軸線的正視圖、俯視圖和側視圖等等,找與上述圖有特殊位置關系的輔助面,以該面的法向矢量作為第三基準,組成坐標系。如圖六,E為轉動軸線基準,S軸臺階面與軸線交點S1為第二基準,選擇輔助平面A是圖紙的垂直面,以該面的法向矢量為第三基準,組成坐標系(圖6)。
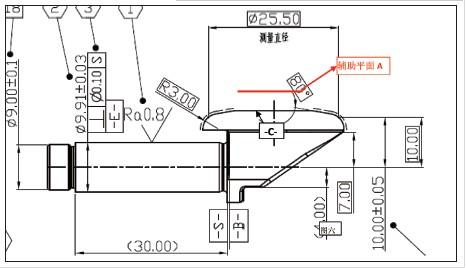
圖6
5,在零件坐標系中,基準的特殊狀態:
當基準的平面是有若干個小面組合而成,如基準C是組合面,就有C1、C2、C3組合而成;還有C1、C2、C3在二個平行平面,圖紙肯定標明平行面的階梯理論尺寸,可以通過偏置,然后組合成一個平面。
在零件坐標系中,基準是軸線的也有些特殊的,如轉動軸支撐二端的軸承,分別為A和B基準,組成A-B組合基準,基準由A和B二點連線組合成軸線基準。
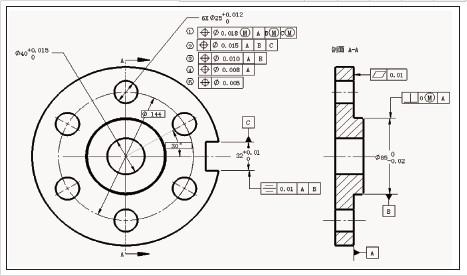
圖7
6,基準實例說明:
圖7基準A是臺階平面,基準B是臺階園圖中對6個法蘭孔的位置度例舉了5種不同的基準表示:

圖中以面A為基準, B園心落在面A上交點B1為第二基準,第三基準C是鍵槽的中心平面,取任意一點與B1原點連線并落在面A為X軸,完整一面一點一線的建標要素,并對法蘭孔的位置度,B園和C鍵槽都有偏離大實體的補償;

建標與1完全相同,只是不允許有大實體原則。要求更高;
第二基準與1相同,雖然幾何公差中沒有第三基準,表示法蘭孔與基準C沒有關系,在A面上以B中心任意轉動定位,所以就以法蘭孔中的任意一孔圓心與原點B1的連線為并落在面A上為X軸,所以還是三個基準要素組成坐標系
基準不變A面,然而與B中心凸臺和C鍵槽無關,就以6個法蘭孔圓心構成園的圓心O1為法蘭孔中心的第二基準,第三基準還是以任一法蘭孔圓心與O1連線并落在面A上為X軸,所以還是三個基準組成坐標系。
更多信息請關注復合材料信息網m.lzzz.net
 English
English 簡體中文
簡體中文































