
 English
English 簡體中文
簡體中文
































在渦扇發動機中,通過使用大直徑風扇葉片提高涵道比,可以降低單位推力的燃料消耗,但增加風扇直徑必然會增加重量,降低飛機整體油耗的效果會被抵消。這就是減輕風扇部件重量意義所在。
如圖 1 所示,由于風扇直徑的增加,尺寸和重量隨之增加的主要部件有三個:風扇葉片、風扇外殼和結構導向葉片(Structural Guide Vane, 以下簡稱SGV)。
SGV 是兼具對風扇尾流進行整流的空氣動力靜葉片和風扇殼體的結構件支撐的作用。這些部件的高工作溫度為 100℃左右,這也正是 CFRP 的適用溫度范圍,因此,可以采用 CFRP 代替傳統材料鈦鋁合金來實現輕量化。
風扇葉片是渦輪風扇發動機中大、重的動葉片,由于其具有很大的減重效果,因此以前已經嘗試了適用 CFRP。
20 世紀 70 年代,勞斯萊斯公司(Rolls Royce)曾經嘗試將 CFRP 風扇葉片應用于洛克希德三星寬體客機(L1011)的大型發動機(RB211 系列),但因無法承受鳥類沖擊而失敗。
在碳纖維工業生產的早期,碳纖維及其周邊技術尚未成熟狀態下的過早挑戰被認為是失敗的原因。
但是由于從失敗中,明確了耐沖擊性(韌性)是 CFRP 風扇部件的關鍵,隨后 CFRP 材料制造商嘗試各種改進以提高其韌性。
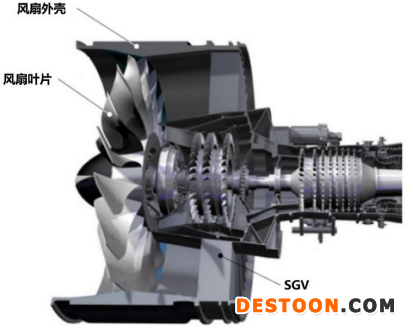
圖 1 適用于 CFRP 的大涵道比風扇
進入 90 年代,美國 GE 公司(General Electric)在波音 777 用超大型發動機(GE90)上成功實現了上臺 CFRP 風扇葉片的實用化,開創了CFRP 風扇部件歷史的新紀元。通過使用高韌性環氧樹脂提高了韌性的 CFRP 材料,可以承受鳥的撞擊。該技術也已應用于波音 787 的 GEnx,并已量產近 20 年。雖然這種扇葉克服了抗沖擊性的問題,但它的成本很高,因為它采用了一種制造方法,即人工將 1000 多片 CFRP 材料片材(預浸料)堆疊(層壓)并在高壓釜中烘烤數小時,因此成本很高。在推廣 CFRP 風扇部件的應用時,很明顯降低制造成本又成了下一個需要解決的課題。
GE 公司在波音 787 用 GEnx 發動機中,除了上述 CFRP 風扇葉片之外,還成功實現了 CFRP 風扇殼體的實用化。風扇殼體是發動機中重的部件,CFRP 的應用對輕量化起到了決定性的作用。除了作為形成風扇氣流路徑的管道外,還要求在風扇葉片飛失(FBO,Fan Blade Off)時能像防彈背心那樣具有防止葉片飛失的耐沖擊性(Containment)。GEnx 風扇外殼采用將碳纖維織物自動纏繞在模具上, 用環氧樹脂浸漬并固化的制造方法( RTM 成型方法, Resin Transfer Molding),實現了層疊工作的自動化。在兼顧耐沖擊性和降低成本的第 2 代 CFRP 風扇部件的實用化這一點上,可以說是意義深遠。自 1995 年以來,復合材料葉片已先后應用于 GE90、GEnx、LEAP 和 GE9X 發動機上,累計飛行 1.4 億小時,另外,這些復合材料葉片沒有壽命限制。GE 公司的 CFRP 部件概要如圖 2 所示。

圖 2 GE 公司開發的 CFRP 風扇葉片及風扇外殼
在新一代單通道客機(空客 A320NEO,波音 737MAX)中的兩種型號的發動機中也得到了應用。LeapX 發動機(CFMI,GE 公司/SNECDMA 公司)采用了結合三維結構織物和 RTM 成形法的風扇葉片和風扇外殼。
如圖 3 所示,在 PW1100G-JM 發動機(IAE,P&W 公司/JAEC(一般財團法人日本飛機發動機協會)/MTU 公司)中,使用了改性環氧樹脂 CFRP 原材料(預浸料)和自動卷繞成形的風扇外殼、使用熱塑性樹脂 CFRP 材料(預浸料)和自動層壓/壓制成型方法的 SGV。這兩款發動機是采用特殊的 CFRP 材料和制造方法,通過自動化生產實現兼顧高抗沖擊性和降低成本的目標。
飛機零件制造商 GKN 也在與 RR 合作開發 CFRP 風扇零件 4)。在此, 使用了將環氧樹脂 CFRP 材料(預浸料)與自動層壓相結合的制造方法。
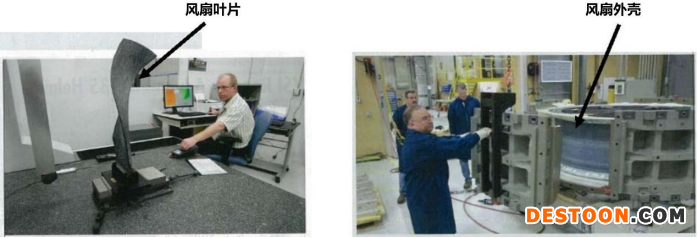
圖 3 LeapX 用CFRP 風扇葉片和外殼(SNECMA 公司)
2. CFRP 風扇零件開發實例:PW1100G-JM 風扇外殼和 SGV
作為 JAEC 日本航空發動機協會)的成員,IHI 株式會社(石川島播磨重工) 開發了用于 PW1100G-JM 發動機的 CFRP 風扇箱/SGV,該發動機將安裝在空中客車 A320neo 上。PW1100G-JM 通過采用齒輪傳動渦輪風扇(GTF, Geared Turbo Fan)的新形式實現了約 12 的涵道比和高水平的燃油效率。通過將CFRP 應用于大直徑風扇,實現了大幅度的輕量化。三菱 MRJ 發動機(PW1200G) 和龐巴迪 C 系列發動機(PW1500G)也使用了同類型的 CFRP 風扇外殼。 本節以CFRP 風扇部件的開發為例,介紹這兩個部件的技術開發概況。 如圖 4 所示, PW1100G-JM 發動機主體、風扇外殼和 SGV 的照片。
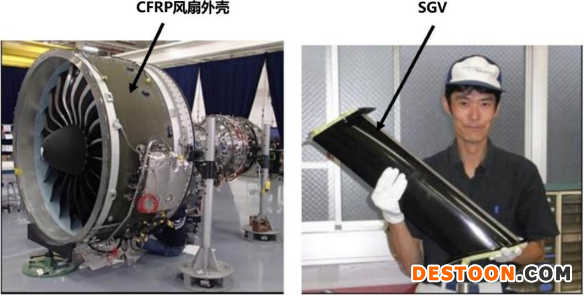
圖 4 PW1100-JM 發動機主機(左圖)、CFRP 風扇外殼(左)及 SGV(右)
總結了上面介紹的 CFRP 風扇部件的制造商、材料和制造工藝。2000 年以后,各大發動機廠商都開始進行研發,CFRP 風扇零部件進入全面發展期。 此外,使用手動貼合的代 GE90 風扇葉片已被第二代自動貼合取代, 實現了耐沖擊性和成本降低的兼顧。 第二代 CFRP 的材料和制造工藝有三種并行方法。 這三種方法被認為是低成本 CFRP 的制造方法,不僅適用于飛機發動機,而且適用于飛機機體和一般工業用 CFRP 零件。 各種方法的特點如下:
(1)環氧 PP(預浸料)+自動層壓:傳統的環氧預浸料+手動層壓中手工部分的自動化方法。原材料構成、結構與具有良好記錄的傳統產品相同,所以在材料物性、設計、品質保證上的風險很少。但是,自動層疊速度提高很難, 固化也需要幾個小時,因此成本降低效果是有限的。
(2)3D 織布+RTM:將環氧樹脂浸入產品形狀的碳纖維織布中并固化的制造方法。由于無需制作中間材料的預浸料即可實現織物的自動化,因此成本降低效果好。由于能夠在板厚方向排列纖維,所以能夠提高層間韌性。但是,在質量保證和物理性能方面存在弱點,例如難以檢測不充分的浸漬和由于纖維彎曲導致的物理性能劣化。而且固化時間需要幾個小時,與常規方法相同。
(3)熱塑性樹脂 PP+自動層壓:使用以熱塑性樹脂為基體的預浸料代替環氧樹脂的方法。樹脂自身韌性高,耐沖擊性高。固化時間以分鐘為單位,高速成型的成本降低效果大。因為使用了預浸料,所以物性、品質保證方面的問題也很少。但是,固化處理溫度高,成形裝置昂貴,特別是難以成形大型制品。
如上所述,以上三種低成本的方法各有優缺點,目前還沒有萬能的方法。今后,每種方法都將會改進,與其趨同于一個數值標準,根據零件的形狀、要求特性和產量進行劃分應該是趨勢。它們都是早期的技術,以實現物理性能
(抗沖擊性)和低成本的兩者兼顧為目標,仍需要不斷的技術研發。
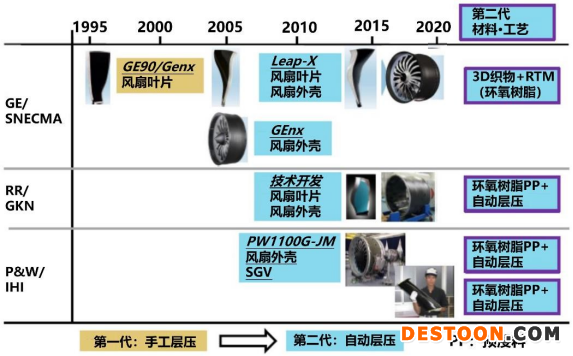
12 CFRP 風扇部品:制造商、材料·工藝
4. CMC(陶瓷基復合材料)應用于高溫渦輪部件
除了高涵道比外,降低燃油效率的方法還有通過提高壓力比和提高溫度來提高熱效率。新款發動機的總壓比已經達到 50,未來會增加到 60 左右。在這樣的高壓力比發動機中,如果不使用超過耐熱合金的材料,則由于冷卻空氣
量的增加,燃料消耗率降低的效果會被抵消掉,CMC 有望成為下一代耐熱材料。
SiC(碳化硅)等精細陶瓷重量輕、耐熱性高,但單體(monolithic)韌性低且易碎,因此難以應用于渦輪零件。 通過與高強度陶瓷纖維制成復合材料, 可大幅度提高韌性,其作為結構材料的適用性應運而生。傳統上,使用 SiC 纖維和 SiC 基體的 SiC/SiC CMC 渦輪部件的基本開發一直在進行中。如圖 13 所示 IHI 開發的 SiC/SiC 渦輪部件的示例。

圖 13 IHI 開發的 CMC 渦輪零件(左:靜翼,右:動翼)
在 CMC 中,通常采用被稱為 CVI(Chemical Vapor Infiltration,氣相浸漬)的制造方法,在三維形狀的強化纖維織物中使原料氣體在高溫爐內流動而使陶瓷生長。本處理需要長時間,成為降低成本的障礙。作為提高生長速度的方法,固相和液相中的浸漬已被嘗試作為提高生長速率的方法,但似乎難以產生具有與 CVI 相同強度的基質。另一個問題,防止在高溫環境下纖維氧化形成界面涂層。為了使 CMC 渦輪部件實用化,需要克服這些陶瓷制造課題。
GE 公司宣布,新一代寬體客機波音 777X 上搭載的 GE9X 發動機的燃燒器、渦輪零件將采用 CMC。GE 的這一挑戰,有望激發多年來參與基礎開發的 CMC 行業,并帶動相應市場的擴大。GE 在 CMC 方面的發展狀況如圖 14 所示。
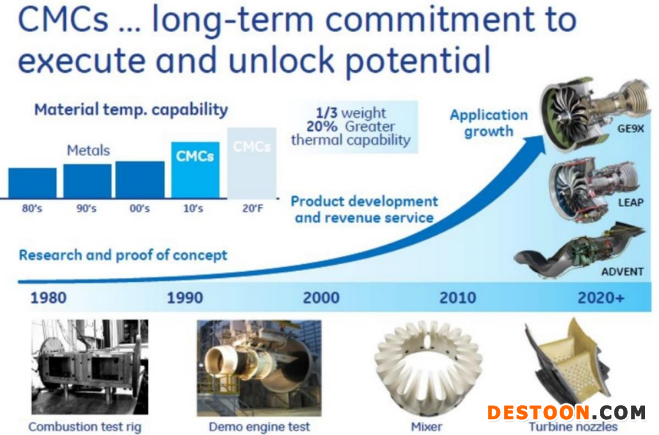
圖 14 GE 公司 CMC 渦輪部品的研發歷程
5. 結束語
在本文中,我們主要介紹了與 CFRP/CMC 主體材料和制造工藝相關的問題。主體制造后的后處理(機加工、粘接、涂裝、檢驗等)、結構設計(應力/損傷分析、物性測試、數據庫構建等)有很多需要解決的問題。低成本的 CFRP 風扇部件和 CMC 渦輪部件將是有望的市場。對大涵道風扇 CFRP 的應用、對高溫渦輪的 CMC 應用正在擴大,相信“用炭和陶瓷制作飛機發動機”的時代不久就會到來。
參考文獻
1)村上,盛田,及川:IHI 技報,Vol.53,No.4,2013,pp63-67 2)H. Scheugenpflug:ISABE 2013, Sept., 2013, Invited Lecture,
3)M. Mecham:Aviation Week & Space Technology, July 9, 2012, pp74-76 4)GKN 公司網頁:http://www.gkn.com/
5)中村,岡,今成,篠原,石崎:IHI 技報,Vol.53,No.4,2013,pp34-37 6)GE 公司ウェッブサイト:http://www.geaviation.com/