
 English
English 簡體中文
簡體中文
































隨著環境意識的提高,如圖1所示,歐洲、美國和亞洲等正在考慮引入二氧化碳排放法規或燃油效率法規。在嚴苛的歐洲,2020年已決定將二氧化碳排放量限制在95克/公里以下,并且正在考慮將來引入更嚴格的限制。美國部分地區有強制供應一定比例以上環保車的舉措,在亞洲也在討論相關措施,預計未來這一舉措將進一步加速。如圖2所示,每種動力總成的單位距離CO2排放量與車輛重量之間的關系,很明顯它們之間存在很強的相關性。從該曲線的斜率來看,車體重量減輕100公斤可以減少20g/km的CO2的排放。也就是說,車輛的輕量化是減少CO2排放的有效方法。

圖 1 汽車排放限制及油耗限制動向
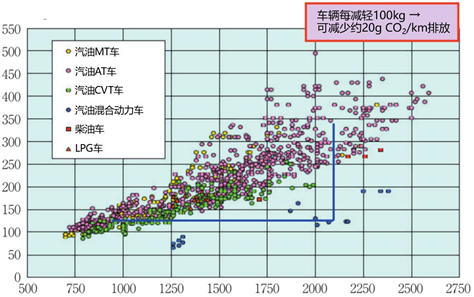
圖 2 CO2排放量與車輛重量的關系
2. 汽車的輕量化案例及 CFRP 應用于汽車的基準版車型
在上述背景下,各地的汽車制造商都在開發以輕量化為主要目的的車型。這里著重闡述一下采用CFRP的兩個實際應用案例。在量產車中大量使用CFRP的趨勢日益增長的今天,德國BMW的電動汽車i3成為大家熱議的話題。
如圖3所示CFRP的應用說明。為了控制重量,車體使用了約100公斤的CFRP,這在量產乘用車中并不常見。車身的上下殼體是采用環氧樹脂的高速RTM工藝成型,用彈性體粘合劑粘合,并將其在鋁制底盤通過幾個點的結合制造而成。RTM的固化雖然沒有達到100℃、5分鐘的目標,但實現了非常高速的固化。CFRP的供應鏈很是復雜的,使用的碳纖維前體是日本廠家提供的,纖維在美國碳化后在德國完成織物,碳纖維碳化所需的電力從便宜的地方調配。雖然它具有電動汽車的特性,但可以說已經確立了一種應用CFRP的理念和方法。
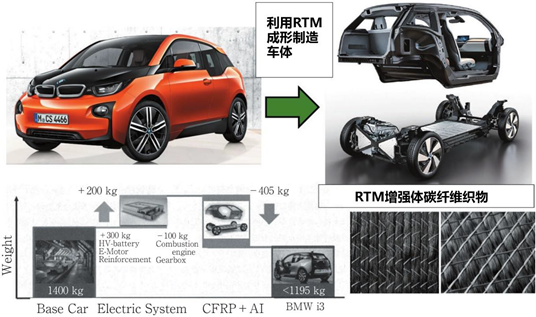
圖 3 BMW 推出的電動汽車 i3(CFRP車體)
另一個案例是豐田汽車公司開發的雷克薩斯LFA,作為日本開發的一款實驗性跑車,引起了大家的關注。圖4展示了駕駛室采用CFRP的各個部件和相對應的技術。似乎有意嘗試了各種技術,例如與飛機幾乎相同的預浸成型、SMC、以及將樹脂壓入干織物的RTM等。該車限量生產500輛后停產。
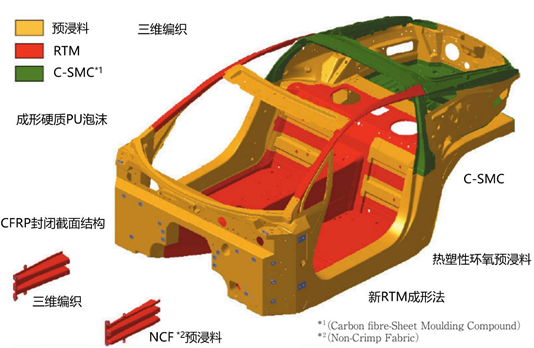
圖 4 豐田汽車開發的雷克薩斯 LFA 中使用 CFRP的部品和技術
3.CFRP 成型技術應用于汽車的前景
從目前CFRP在汽車上的應用現狀來看,目前CFRP的成本仍然很高,因此除了部分跑車和F1賽車外,其在量產乘用車上的應用還處于起步階段。不過,主要廠商的研發動力強勁,特別是今后面向量產車的結構部件依次投放市場的動向將加速,其中CFRTP的應用研究在歐洲非常活躍。
作為討論CFRP在汽車中應用的前提,我們將對CFRP成型技術從飛機到汽車再到通用機械零部件進行全面概述。圖5是整個CFRP成型技術的路線圖。在飛機的情況下,我們強調以高強度和高剛性為代表的機械性能,并且由于生產零件的數量少,并完成了一項用高壓釜這種自動釜對使用連續纖維、熱固化樹脂的預浸料進行加熱固化的技術。因此,作為一種適合稍微提高生產速度的技術,如i3中所述,在完全封閉的陰模中填充碳纖維織物等強化體,注入含有固化劑的樹脂,使其盡快固化,即Resin Transfer Molding(RTM)技術。圖中左下方向是一種快速成型CFRP的技術,以小齒輪、個人電腦等一般機械零件的情況為例,將含有非常短的碳纖維的熱塑性樹脂顆粒熔融、注射成型的技術。該圖的左下方是一種非常快成型CFRP的技術,以一般機械零件,例如小型齒輪和電腦的殼體為例,將含有非常短的碳纖維的熱塑性樹脂顆粒熔融、注射成型的技術。由于汽車結構部件的許多部分都需要強度,因此開發了與比注塑成型長的纖維和熱塑性樹脂混合進行沖壓成型的技術。這個代表性例子將在后續章節中敘述。
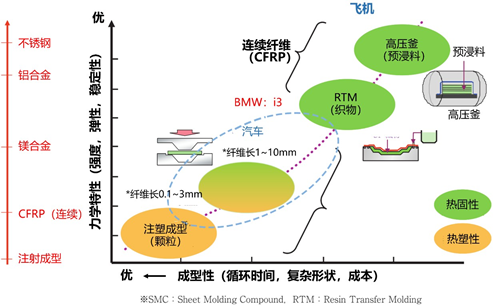
圖 5 CFRP 成型技術與力學特性的關系
如圖6所示,核心技術LFT-D擠出材料的制造方法概念圖。熱塑性樹脂原料和添加劑的混合物先被熔化并捏合到下一個螺桿軸中,由連續碳纖維束供給的碳纖維束通過與螺桿的碰撞或樹脂的剪切場中被切斷,并在樹脂中剪切力的作用下進行混配。因此很難準確控制纖維的長度,本質上會產生纖維長度的分布。纖維長度的決定因素包括螺桿的轉速、纖維·樹脂的供給量、攪拌裝置內滯留時間、樹脂混配時的壓力·溫度等,這些因素相互之間存在著復雜的影響。碳纖維的長度與所得成型物的力學性能密切相關,除了靜態彈性模量和強度之外,沖擊特性也很重要,特別是為了維持沖擊強度,需要一定長度以上的纖維。
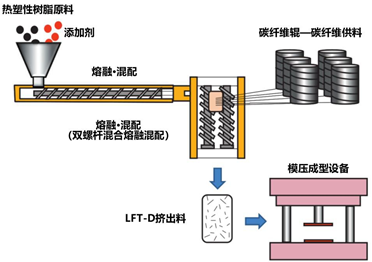
圖 6 LFT-D(Long Fiber Thermoplasitic-Direct)的核心—混配體的擠壓·制造
未來應用于汽車的 CFRP 成型技術趨勢是以 LFT-D 為代表的熱塑性樹脂/不 連續纖維型 CFRP,以及高壓/高速 RTM 與連續碳纖維相結合的 CFRP 應用方向, 預計將根據每種車型的生產速度、零件等擴大應用范圍。在熱塑性樹脂/非連續 纖維型 CFRP 的情況下,假設強度和剛性可能不足,在這種情況下,可以考慮使 用熱塑性樹脂/連續纖維型 CFRP 增強 LFT-D 的應用。圖 7 是 JEC 展會上荷蘭Tencate公司出展的采用Tailored LFT-D 工藝生產的汽車零部件的照片。這是 采用德國Fraunhofer 研究機構的 LFT-D 技術,以織物強化熱塑 CFRP 為表皮,以 LFT-D 材料為核心的一種夾層材料,彌補了 LFT-D 的強度和剛性不足的問題。這個方法代表將來的一個技術發展方向。

圖 7 荷蘭 Tencate公司利用 Tailored LFT-D工藝生產的汽車部件
4.名古屋大學復合材料中心(NCC)在汽車用 CFRTP 上的研究
為了應對的發展趨勢,名古屋大學NCC在經濟產業省直接資助的基礎上,從2013年起開始,與東京大學共同啟動了致力于用于汽車結構的熱塑性CFRTP(Carbon Fiber Reinforced Thermo-Plastic)、結構設計和加工技術的研發。2014年,合作架構發生了一些變化,變成了以NEDO為龍頭,經由新設立的“新結構材料技術研究組合(ISMA)”投入項目資金的結構。
在這樣的框架下,在名古屋大學NCC開始著手以較少的零件數量、能夠降低成本的技術來制造車身(底盤)的研發為目的,在量產車上使用CFRTP。
具體來說,通過引入現有的鋁合金制基礎車型,設計一個與它幾乎相等剛度的車身結構,適當地分割和生產,進行接合、組裝構成底盤。作為量產這種底板和側壁結構的成型技術,考慮采用LFT-D技術。該項目的目標及要點如圖8所示。
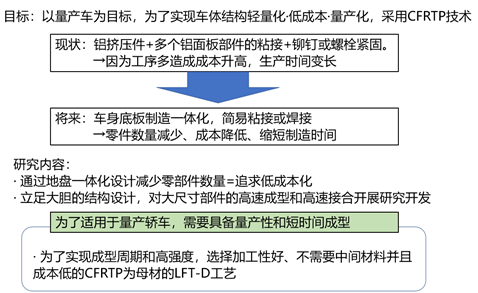
圖 8 名古屋大學 NCC 實施的項目目標概要
通過實施該項目,認識到LFT-D成型技術需要克服以下一些關鍵要素。
(1)由于基體樹脂在熔點附近暴露在大氣中一段時間是不可避免的,因此需要提 高樹脂的抗氧化性。
(2)掌握保持碳纖維長度的技術訣竅與充分使纖維分散之間存在二律背反的關系。
(3)為了保持LFT-D混煉體的良好流動性,需要對其進行適當的溫度管理。
(4)確立LFT-D混煉體高速供給和定位的物料搬運技術。
(5)盡可能縮短LFT-D混煉體從擠出到壓制成型之間的時間。
為了確保沖擊強度,需要保留一定長度的纖維,但如果試圖保持纖維長度,則很有可能會受到混煉條件等的限制,在認識到二律背反同時,設定合適的長度目標是技術發展的核心之一。
通過對這些技術課題的認識和改進,當時遇到的一個難題,即高質量平板成形問題通過引入了熱風循環爐的保溫系統得以順利解決。此外,通過進行這些技術改進,還可以確保良好的流動性,并且可以在內部形成格子網狀的型材(圖9)。特別是左圖所示,具有高扭轉剛度的格子狀網的型材,必須利用LFT-D技術才能生產出來,這也預示著該技術發展具有廣泛的應用前景。
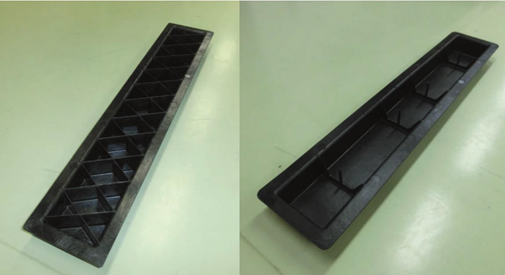
圖 9 必須利用 LFT-D 成型技術完成的增強型材
(左:45°格子狀 右:90°格子狀)
此外,如前文所述,歐洲開發了一種以LFT-D為芯材,熱塑性樹脂編織預浸料為表面材料的三明治結構。與此同時,NCC成功研制了與圖7不同結構的熱塑性預浸料的混合成型部件,它使用碳纖維芯材的LFT-D、表面材料采用碳纖維織物作為增強材料。圖10、圖11展示了在不同形狀成型的示例。
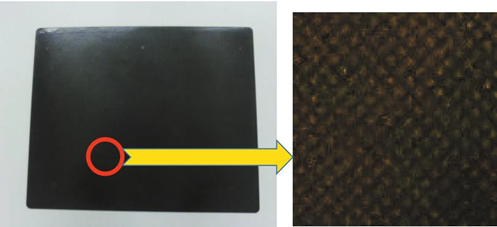
圖10 碳纖維織物表面材料/LFT-D 芯材的 CFRTP 混合平板的成形例 表面材料:3K 線碳纖維平織 1ply,母材全部為 PA6

圖11 碳纖維織物表面材料/LFT-D 芯材的 CFRTP 帽形的成型例 表面材料:3K 線碳纖維平織 1ply,母材全部為 PA6
在圖11的示例中,碳纖維織物預浸料配置在單面,這對不需要全覆蓋的平板或 結構相對容易成型。
5.總結
本文簡要回顧了加速汽車輕量化的背景,并概述了CFRP在汽車中的應用流程。通過介紹CFRP應用于汽車的代表性事例,概述了CFRP成型技術在汽車領域的發展動向。在俯瞰創新構造材料的研究和開發整體框架的同時,介紹了其中熱塑性CFRP的開發,特別是以名古屋大學復合材料中心項目為焦點進行了重點介紹解說。其核心是LFT-D技術,作為初的成果,明確了需要攻克的課題,并研究出解決方案與措施,在改進成型條件后,可以實現高品質的板狀和復雜網格形狀的增強結構成型。將來期待進一步完善更高效的設備及底板構造的成型,完成以LFT-D技術為核心的汽車車體下部構造的試制與評估。