
 English
English 簡體中文
簡體中文
































在德國聯邦經濟事務和氣候行動部(BMWK)資助的聯合項目“OSFIT”(“一次性全集成熱塑性框架”)中,成功證明可以用基于熱塑性塑料的碳纖維增強塑料(CFRP)制造整體框架。這是飛機制造邁向循環經濟的重要一步,因為這些塑料在固化后可以通過加熱再次變形,更容易修復或回收。該項目與Premium Aerotec GmbH(奧格斯堡和諾登納姆),汽車中心Südwestfalen GmbH(Attendorn),萊布尼茨復合材料研究所(IVW;Kaiserslautern)和Fraunhofer IGCV(奧格斯堡)負責使用膠帶鋪設和固結的框架的新型制造工藝。
此外,施塔德弗勞恩霍夫制造技術和先進材料研究所IFAM的自動化和生產技術專家在OSFIT子項目“機器人輔助的自適應在線墊片工藝”中開發了這種整體框架的自動化預裝配工藝。他們的工作導致了虛擬間隙測量和機器人引導的間隙填充物(墊片)作為連接技術的自動3D打印應用的實現。為此,IVW開發了一種3D打印機。
來自施塔德弗勞恩霍夫IFAM的項目經理Leander Brieskorn解釋說“虛擬間隙測量使我們能夠在安裝過程之前確定熱塑性CFRP整體框架與飛機表皮之間的連接間隙。然后,間隙填充劑將由機器人施加到框架的連接表面上。這種預裝配過程使用3D打印,通過這種工藝,可以組裝整體框架,包括精確填充飛機表皮或機身的間隙”。在原型上驗證這些自動化解決方案使項目得以成功完成。
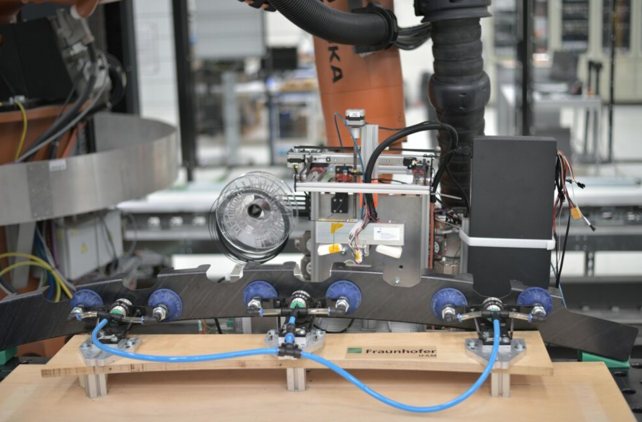
熱塑性 CFRP 整體框架的預裝配工藝:間隙測量步驟和間隙填充應用通常是飛機芯片組裝中的手動和非常復雜的操作。新型熱塑性框架具有相當大的潛力,因為通過重新熔化熱塑性表面,可以更輕松,更快速地應用額外的加固元件(夾板)或間隙填料,以補償裝配過程中的公差。在這種情況下,在“OSFIT”項目中開發了自動化流程,以減少裝配和連接步驟所需的時間和復雜性。除了框架的生產外,還必須幾乎提前測量框架和機身外殼之間的間隙,并且在將組件安裝在機身外殼上的終安裝位置之前,在預裝配站中自動應用間隙填充物。
解決方案:在虛擬測量之后,Fraunhofer IFAM新開發的機器人引導末端執行器使用項目合作伙伴IVW提供的3D打印機將間隙填充體積精確地直接應用于框架。隨后,裝有精確定制的墊片的整體框架可以無縫地組裝到飛機機身外殼上。這已經在Stade的Fraunhofer IFAM上得到了成功證明。
虛擬間隙計算和自動化 3D 打印流程:作為“OSFIT”項目的一部分,施塔德的研究人員已經建立了一個演示器,可以更好地接近連接伙伴框架和機身外殼。根據飛機機身的實際連接情況,該演示器允許在真空吸盤和夾緊桿的幫助下定位和連接縮小的原型部件。它還可以通過激光跟蹤儀測量連接表面。組件彼此相對定位,在連接過程中不會產生應力或不需要的力。組件的間隙值可以通過軟件進行計算和可視化。然后將這些值發送到3D打印機。3D打印末端執行器隨后將間隙填充體積施加到連接表面上,這些表面是框架腳。
已經可以通過機器人手臂將打印機移動到相應的框架腳上的方式夾緊框架。在打印頭大致定位在夾緊腳下后,打印機參考并使用其自身的運動學應用所需的間隙體積。
與框架一樣,間隙填充材料由纖維增強熱塑性塑料制成,可以通過加熱來重塑。因此,連接到末端執行器的紅外燈允許印刷的熔化材料加入框架腳表面,同時產生所需的附著力。