
 English
English 簡(jiǎn)體中文
簡(jiǎn)體中文
































目前,發(fā)泡聚苯乙烯(EPS)是發(fā)泡珠粒重要的代表之一。但在一些,如美國(guó)部分地區(qū),一次性不可降解食品塑料包裝的使用受到了限制。存在苯乙烯單體殘留于環(huán)境,并與食品接觸的風(fēng)險(xiǎn)。而單體被懷疑具有致癌作用,故應(yīng)防止這種情況的發(fā)生。因此,聚苯乙烯發(fā)泡珠粒的替代材料吸引了人們的關(guān)注。一種替代材料是在某些條件下可生物降解的生物基聚酯PLA。該材料被獲準(zhǔn)用于食品工業(yè),且價(jià)格具有競(jìng)爭(zhēng)力。此外,PLA的機(jī)械性能與PS相當(dāng)。
發(fā)泡珠粒的三種生產(chǎn)工藝
市場(chǎng)目前已經(jīng)發(fā)展出多種珠粒發(fā)泡的成熟生產(chǎn)工藝。根據(jù)所用材料的特性,各種工藝的適用程度有大有小。如果由攪拌高壓釜加工發(fā)泡珠粒,一般只會(huì)用半結(jié)晶材料如PP。非結(jié)晶聚合物,如聚苯乙烯(PS),則由氣體充滿微粒,再預(yù)發(fā)泡。第三種可行的方法是通過(guò)擠出與水下造粒相結(jié)合的連續(xù)工藝生產(chǎn)發(fā)泡珠粒。PLA是一種可通過(guò)上述三種工藝路線加工的聚合物。將單顆發(fā)泡珠粒通過(guò)燒結(jié)或熔接的方式制成成品極具挑戰(zhàn)。這些發(fā)泡珠粒通常用蒸汽加熱并熔接在一起。對(duì)于半結(jié)晶熱塑性塑料如PP,由于重排造成晶體尺寸不同,材料在攪拌高壓釜中加工時(shí)導(dǎo)致第二熔點(diǎn)的出現(xiàn)。選擇的加工條件應(yīng)使蒸汽溫度介于兩個(gè)熔融峰值之間(圖1)。因此,一部分聚合物熔化,像膠水一樣將發(fā)泡珠粒融合在一起。由于在個(gè)熔融峰時(shí)只有部分聚合物熔融,因此部件結(jié)構(gòu)可由第二個(gè)熔融峰時(shí)產(chǎn)生的晶體加以穩(wěn)定。
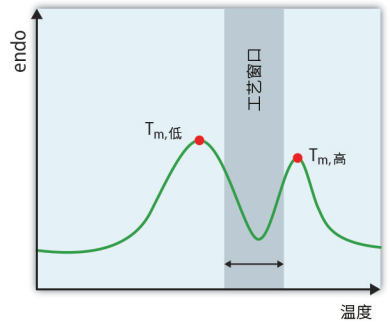
圖 發(fā)泡珠粒的熔接發(fā)生在所用聚合物的兩個(gè)熔點(diǎn)之間,從DSC曲線(示意圖)可以看出來(lái)(圖片來(lái)源:IKT;?Hanser )
使用PLA的要求
用PLA生產(chǎn)珠狀發(fā)泡材料的條件是熔體強(qiáng)度足以形成發(fā)泡孔、發(fā)泡珠??扇劢印⒕酆衔镌诿總€(gè)工藝階段熱穩(wěn)定。在文獻(xiàn)和科學(xué)出版物中,可以找到非常不同的PLA發(fā)泡珠制備方法。實(shí)驗(yàn)室制備發(fā)泡PLA的方法是,將PLA顆粒浸漬在高壓釜,接著在水浴中預(yù)發(fā)泡。為了將單個(gè)發(fā)泡珠熔接到模制零件上,可以使用涂料或所謂的粘合劑。但這些都很昂貴,且并不總是生物可降解的。
PLA微珠發(fā)泡材料的不同制備方法
一種完全不同的方法是通過(guò)對(duì)單個(gè)發(fā)泡珠粒進(jìn)行等溫處理來(lái)產(chǎn)生多個(gè)熔融峰。在充滿CO2的過(guò)程中,緊鄰的晶體以更高的秩序重新排列(晶體改善),產(chǎn)生額外的、更高的熔融峰。這些得到完善的晶體有助于在發(fā)泡過(guò)程中異相成核,從而獲得特別精細(xì)的發(fā)泡結(jié)構(gòu)。
創(chuàng)造雙熔融峰
另一種產(chǎn)生雙熔融峰的可能性是使用兩種不互溶的聚合物。由于缺乏相容性,這種混合物有兩個(gè)熔融峰,從而滿足了發(fā)泡珠粒可熔接性的條件,但必須確保發(fā)泡后仍存在兩個(gè)熔融峰。在德國(guó)斯圖加特大學(xué)Institut für Kunststofftechnik的一個(gè)項(xiàng)目中,以及拜羅伊特大學(xué)聚合物工程系主任測(cè)試了這類共混體系發(fā)泡珠粒的適用性。選擇了生物基的、生物可降解高分子PHBV作為共混物之一。初步試驗(yàn)表明,PLA和PHBV有兩個(gè)熔融峰,符合熔接條件。此外,兩種塑料均可以用傳統(tǒng)設(shè)備加工,不需要增容劑等其它可能影響生物降解性,或者無(wú)法提供生物基形式的助劑。
使用了美國(guó)明尼蘇達(dá)州Nature Works公司產(chǎn)的PLA Ingeo 7001D生物聚合物和寧波天安生物材料公司的PHBV Enmat Y1000P,由ZSK 26雙螺桿擠出機(jī)(德國(guó)斯圖加特科倍隆Coperion GmbH產(chǎn))加工。用流變儀71.97拉伸流變儀(德國(guó)布肯G?ttfert GmbH產(chǎn)),在180℃溫度下測(cè)定復(fù)合材料的熔融強(qiáng)度。
用Discovery-HR2混合板式流變儀(TA儀器,英國(guó)紐卡斯?fàn)枺┭芯苛司酆衔锏牧髯冃阅堋T?80℃下測(cè)試這些化合物。用德國(guó)Selb Netzsch GmbH的DSC 204儀器,通過(guò)差示掃描量熱法(DSC)分析熔融行為。
在發(fā)泡前,化合物在拜羅伊特大學(xué)自行設(shè)計(jì)和建造的高壓釜中,用CO2作為發(fā)泡劑充滿30分鐘(150 bar、135°C)。使用德國(guó)弗賴辛Jeol GmbH JSM 6300F型掃描電子顯微鏡(SEM)檢查泡沫的形態(tài),并根據(jù)ISO 1183標(biāo)準(zhǔn),用位于美國(guó)俄亥俄州哥倫布市的梅特勒·托利多(Mettler Toledo AG245)產(chǎn)的密度尺測(cè)定密度。
PLA+PHBV混合物是否合適
在不添加增容劑或其它助劑的情況下,有望制備出基于這兩種聚合物的均相化合物。發(fā)泡材料的一個(gè)重要特性是熔體強(qiáng)度。如果過(guò)低,發(fā)泡孔會(huì)發(fā)生聚結(jié)或塌陷,不會(huì)形成均勻的精細(xì)泡沫孔結(jié)構(gòu)。圖2所示為共混物與純PLA流變曲線的比較。兩條曲線無(wú)明顯差異。因此,PHBV的低粘度對(duì)熔體強(qiáng)度沒(méi)有產(chǎn)生負(fù)面影響。由于純PHBV極易發(fā)生熱降解,因此使用板式流變儀進(jìn)行了額外的測(cè)量,以檢查粘度是否因PHBV而降低。圖3所示為測(cè)量結(jié)果。共混物的零剪切粘度高于純PLA,形成了熱塑性塑料常見的低角頻率平臺(tái)。研究人員對(duì)共混物進(jìn)行發(fā)泡并進(jìn)行了形態(tài)觀察。
隨著PHBV含量的增加,孔格形態(tài)變得更加均勻。質(zhì)量分?jǐn)?shù)為90/10的PLA/PHBV共混物密度高。也很容易看出發(fā)泡材料有致密的區(qū)域,不能完全發(fā)泡。另外兩種混合物的平均孔格大小相似,大約為7μm。盡管含20%PHBV的泡沫密度比含30%的低,但泡沫形態(tài)顯示出一些較大的孔格是由聚結(jié)或細(xì)胞塌陷造成的。這些會(huì)對(duì)發(fā)泡材料的機(jī)械性能產(chǎn)生負(fù)面影響。PHBV含量為30%的發(fā)泡材料具有均勻的泡孔形態(tài)。
如前所述,將發(fā)泡珠粒熔接或燒結(jié)成終零件是一個(gè)要求很高的過(guò)程。通常,工藝窗口介于兩個(gè)熔融峰之間。研究人員利用差示掃描量熱法(DSC)研究了發(fā)泡粒子熔接的理論可行性。因?yàn)镻LA和PHBV不能與每個(gè)峰混溶,圖5和圖6所示為發(fā)泡前后的DSC結(jié)果。發(fā)泡前后的熱譜圖均顯示PLA的熔融峰在160°C左右、PHBV則在175°C左右,因此,所述發(fā)泡珠粒具有可作為珠粒發(fā)泡材料的潛力。
PLA由可再生原材料制成,因此是替代化石基珠粒發(fā)泡材料的理想候選材料。為了滿足珠粒發(fā)泡所需的性能,特別是熔接用發(fā)泡珠粒,可以考慮PLA和PHBV的共混物。研究表明,含30%PHBV的共混物具有均勻的孔格形態(tài)和DSC所需的雙熔融峰。在進(jìn)一步研究中,將采用擠出和水下造粒相結(jié)合的方法連續(xù)生產(chǎn)發(fā)泡珠粒,隨后對(duì)發(fā)泡珠粒進(jìn)行熔接。考察制成的零件的機(jī)械性能,并對(duì)熔接進(jìn)行評(píng)估。
*本文翻譯自KUNSTSTOFFE INTERNATIONAL雜志