



















玻璃鋼模具膠衣麻點針孔情況分析
【情況分析】
1、操作現場的溫度及濕度。早上由于濕氣比較重,空氣中的水分比較多,建議中午1點進行作業,避免因空氣中水分進入膠衣導致針孔。
2、固化劑的選擇。固化劑為過氧化物,因此極易與空氣中的氧氣反應生成水,國內生產的固化劑為了降低生產成本,常添加水分,加上沒有專業的蒸餾設備,氣體易揮發導致漲桶現象,尤其在夏天更為明顯,對生產安全造成極大影響,不良固化劑水分多容易導致針孔,使后續打磨的工序繁瑣,人工成本增加,模具膠衣在固化不良(HDT)的情況耐SM 性能也會變差。而使用優質的固化劑不但可以減少針孔且安全性更高。建議在使用重要部位如模具時,一定要使用優質固化劑,從而提升成品的品質。
3、稀釋劑的添加。有些工廠為了使膠衣噴涂起來方便,會加入一些稀釋劑,但稀釋劑的比例如果沒有控制好就容易導致膠衣本身固成分的減少,從而使性能降低,切勿不可使用苯乙烯以外的稀釋劑,如丙酮,揮發完之后剩余的水分如果跑到膠衣里,就容易導致麻點和針孔的情況發生。
4、檢查噴涂設備。槍外混合噴涂設備里的固化劑刻度(小刻度)一般都會比正常添加的量大,因此需要排除是否是由于固化劑添加量大而導致的針孔問題。
5、噴槍霧化不良。
6、檢查空壓機。檢查壓縮機空氣中是否含有水汽。
【生產方面建議】
1、廠家嚴格做好每日的施工日志。例如:噴涂膠衣的溫度,濕度,固化劑添加量,膠衣批次,操作時間,人員等。在使用膠衣或樹脂前要嚴格做好膠硬化測試,因為這些產品在出廠時雖然根據客戶的需求調好操作時間,但由于收到溫濕度的影響,操作時間會有所變化。
備注:操作環境溫度降至15攝氏度以下時建議不進行膠衣噴涂作業,如非不得已,可以用風扇配合用高熱燈泡點亮于模具中幫助硬化。
2、膠衣噴涂前放空空壓機里的水分,檢查油水分離器是否正常,如有條件可增加冷凍干燥機等設備。在噴涂終端加一個冷卻干燥機能有效的防止在管道中殘余的水汽及凝露,進一步避免膠衣出現針眼以及起泡現象,而且能使膠衣具有更好的耐候性。
3、噴涂膠衣請選用十字交叉法噴涂,若施行雙十字交叉噴涂為佳。保持噴槍離開模子表面12~18英寸左右(30~1125px),以達到霧化效果,膠衣厚度應控制在20~25mils(約0.5~0.65mm)好,彎角處分兩部分噴,不要一次噴整個彎角。以一壺1KG的膠衣分四次噴完為標準。
備注:噴涂膠衣要選擇合適的噴槍,一般粘度的膠衣(4# 60rpm 2000cps)可使用W-871 2.5mm 口徑的壓力式噴槍。W770噴槍僅適用于油漆噴涂。
4、好的試驗是用玻璃做樣板,排除吸水的可能。
5、噴涂膠衣前模具的清潔工作必須到位。
6、膠衣如膠化太快可按膠衣生產廠家建議添加阻聚劑來調整,不可減少固化劑的添加量。
7、如希望膠衣固化快一些,可按膠衣生產廠家添加硬化助劑,固化劑的添加比例可不變。過多比例的硬化劑在膠衣的硬化過程中會有沒有完全而殘留在膠衣里面。因此會導致膠衣黃變或針眼等問題。
8、膠衣粘度過高的話可按照廠家的建議來添加苯乙烯稀釋膠衣后噴涂。但添加量不可超過5%。
9、促進劑的選擇。由于國內許多廠家生產的促進劑含鈷的成分不穩定,因此須使用膠衣廠家搭配的促進劑使用,不可使用多品牌的促進劑,以減少風險。
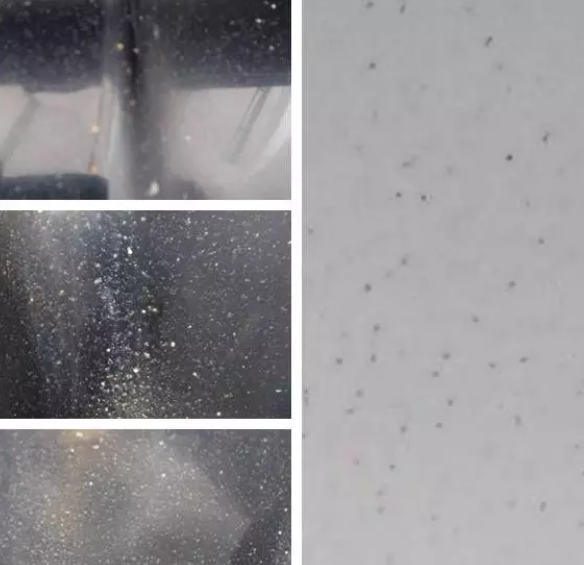
圖片
【模用膠衣噴涂的注意事項】
1、不要使用清漆或亮光漆在木模制造過程中有許多接縫或作為后的亮面噴涂。雖說亮光漆已上有足夠的蠟并已成膜,但是膠衣中的大量苯乙烯單體還能穿透覆蓋層,軟化亮光漆,在模具和密封件間形成軟化層(起皺)。
2、需按照樹脂生產商要求的積層步驟使用高熱變型溫度的模用積層樹脂來積層。
注意:噴槍及容器一定要在清洗完畢后用干凈的布,紙擦拭。
3、膠衣一定要充分攪拌均勻(因為膠衣放置久了會造成沉淀,從而造成上下顏色有差)。