
 English
English 簡體中文
簡體中文
































真空導入工藝
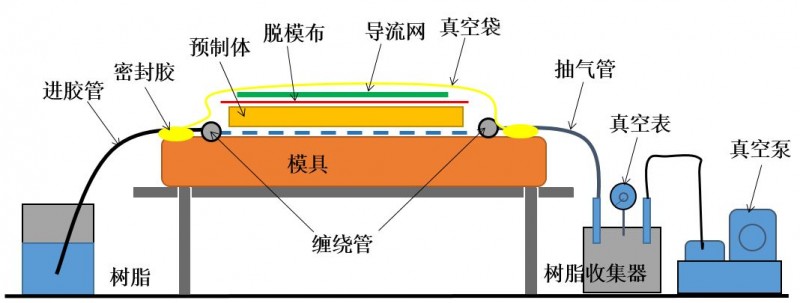
真空導入工藝(英文全稱Vacuum infusion process,簡稱VIP),在模具表面上鋪增強材料,然后鋪放真空袋等輔助材料,并抽出體系中的空氣,在真空袋和模具型腔間形成一個負壓,利用抽真空過程產生的壓力把樹脂通過預鋪的管路壓入增強材料中,讓樹脂浸潤增強材料后充滿整個模具,待制品固化后,揭去輔助材料,從模具上得到所需的制品。
上述介紹中關鍵詞說明:
增強材料:真空導入用增強材料一般為干玻璃纖維、碳纖維、夾芯材料等;
輔助材料:真空導入用輔助材料包括脫模布、導流網、真空袋、纏繞管、真空管等;
樹脂:真空導入用樹脂體系粘度一般為0.15~0.8Pa.S,僅在真空壓力作用下能夠完全浸漬增強材料。
真空導入工藝示意圖:
真空導入工藝優點:
更高質量制品:在真空環境下樹脂浸潤增強材料,與傳統手糊工藝相比,制品中的氣泡較少;
更少樹脂損耗:用真空導入工藝,樹脂的用量可以精確計算;
樹脂分布均勻:對于一個制品來說,不同部分的真空產生的壓力是一致的,因此樹脂對增強材料的浸潤速度和含量趨于一致;
環境友善:真空導入工藝是一種閉模工藝,VOC和有毒空氣污染物均被局限于真空袋中,大大改善了工作環境也擴大了可用材料的范圍;
產品整體性好:可同時成型加強筋、夾芯結構,管路及其他預埋件,提高了產品的整體性。
真空導入工藝缺點:
準備工序時間過長而且較為復雜:需要正確的鋪設脫模布、導流網、有效的真空密封等;
產生較多的工藝廢料:脫模布、導流網、真空袋等輔助材料都是一次性使用;
產品制造有一定的風險:尤其是大型復雜結構產品,一旦樹脂灌注失敗,產品易報廢。
真空導入工藝的應用領域:
汽車工業:各類車頂、擋風板、車廂;體育休閑:頭盔、帆板;風電能源:葉片、機艙罩;船艇工業:船體、船體縱梁和框架、甲板、方向艙、雷達屏蔽罩;建筑領域:建筑物頂部件、建筑模板;農業和園藝:糧倉圓蓋、農機保護蓋。
下面是一些實際生產制品案例:
HRC制造某新能源汽車前機蓋
HRC制造的某新能源汽車車門外板、內板
HRC制造某新能源汽車翼子板
碳纖維汽車座椅
大型游艇船體
模壓工藝
HRC制造某新能源汽車翼子板
模壓工藝(英文名稱Molding Process)是復合材料生產中古老而又富有無限活力的一種成型方法。它是將一定量的模壓料放入壓機中的金屬對模中,在一定溫度、壓力作用下,固化成型制品的方法。(我們在專題系列期介紹的SMC模壓工藝是由傳統模壓工藝發展而來)
上述介紹中關鍵詞說明:
模壓料:預混樹脂、裁切后的預浸纖維
金屬對模:模壓成型工藝模具是閉合模具,包括上模和下模;
壓機:是模壓成型工藝的主要設備,用來實現模具的開啟或閉合以及提供模壓所需的壓力,有時還可以用來提供壓縮過程中所需的熱量及頂出產品。
HRC壓機設備
模壓成型工藝的優點:
生產效率高,便于實現專業化和自動化生產;
產品尺寸精度高,重復性好;
表面光潔,無需二次修飾;
能一次成型結構復雜的制品;
能夠批量生產,價格相對低廉。
模壓成型工藝的缺點:
前期投入成本高(金屬模具、熱壓機);
模具的設計與制造較復雜;
制品尺寸受設備限制,一般只適用于制備中小型制品。
模壓工藝主要應用包括:
汽車領域:車門上段、車門下段、水切加強板、格柵、尾翼等;
工業領域:機械桿等。
其它有中小型復材制品需求的行業及使用場景均可應用
模壓工藝制造的產品案例:
HRC制造的機械桿
HRC制造的汽車發動機空氣過濾盒
熱壓罐工藝
熱壓罐(英文名稱Autoclave)工藝是指將預浸料按鋪層要求鋪放于模具上,并密封在真空袋中后放入熱壓罐中,經過熱壓罐設備加溫、加壓,完成材料固化反應,使預浸料坯件成為所需形狀,并滿足質量要求構件的工藝方法。
上述介紹中關鍵詞說明:
預浸料:是用樹脂基體在嚴格控制的條件下浸漬連續纖維或織物,制成樹脂基體與增強體的組合物,是制造復合材料的中間材料;
熱壓罐:熱壓罐是一種針對聚合物基復合材料成型工藝特點的工藝設備。
HRC熱壓罐設備
熱壓罐工藝優點:
罐內壓力均勻:用壓縮空氣或惰性氣體(N2、CO2)或混合氣體向熱壓罐內充氣加壓,作用在真空袋表面各點法線上的壓力相同,使構件在均勻壓力下成型、固化;
罐內空氣溫度均勻:加熱(或冷卻)氣體在罐內高速循環,罐內各點氣體溫度基本一致,在模具結構合理的前提下,可以保證密封在模具上的構件升降溫過程中各點溫差不大;
適用范圍廣:模具相對比較簡單,效率高,適合大面積復雜型面的蒙皮、壁板和殼體的成型,可成型各種復雜的結構及不同尺寸的零件。熱壓罐的溫度和壓力條件幾乎能滿足所有聚合物基復合材料的成型工藝要求;
成型工藝穩定可靠:熱壓罐內的壓力和溫度均勻,可以保證成型零件的質量穩定。熱壓罐工藝制造的構件孔隙率較低、樹脂含量均勻,相對其他成型工藝熱壓罐工藝制備零件的力學性能穩定可靠,迄今為止,航空航天領域要求高承載的絕大多數復合材料零件都采用熱壓罐工藝。
熱壓罐工藝缺點:
投資大,成本高:與其他工藝相比,熱壓罐系統龐大,結構復雜,屬于壓力容器,投資建造一套大型的熱壓罐費用很高;每次固化都需要耗費大量價格昂貴的真空袋、密封膠條、隔離膜、透氣氈、脫模布等輔助材料,同時成型中要耗費大量的水、電、氣等能源。
熱壓罐工藝主要應用包括
航空航天領域:蒙皮件、肋、框、整流罩等;汽車領域:車身覆蓋件和車身結構件,比如機蓋內外板、車門內外板、頂蓋、翼子板、門檻梁、B柱等;軌道交通:枕梁、邊梁等;船艇工業、高端消費品等。
熱壓罐工藝是制造連續纖維增強復合材料制件的主要方法。廣泛應用于航空航天、軌道交通、體育休閑和新能源等高新技術領域,熱壓罐工藝生產的復合材料制品占整個復合材料制品產量的50%以上,在航空航天領域的比重更是高達80%以上。
熱壓罐工藝制造的產品案例:
HRC制造的新能源汽車碳纖維頂蓋
HRC制造的新能源汽車碳纖維行李箱
HRC制造的新能源汽車碳纖維側圍