
 English
English 簡體中文
簡體中文
































什么是牽引轉向?
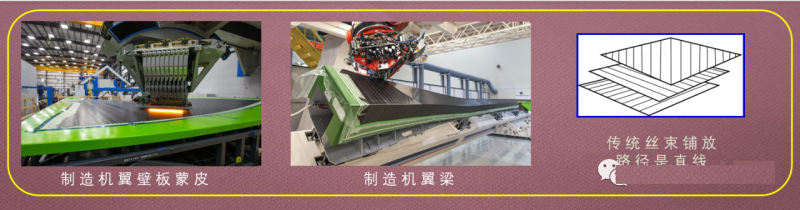
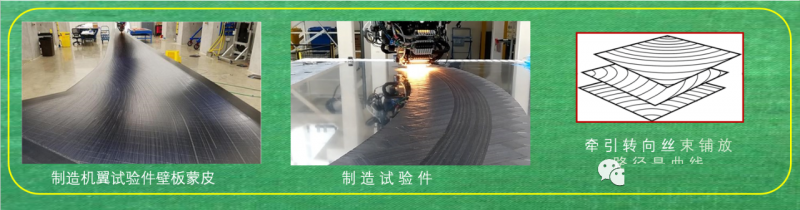
傳統自動鋪絲(AFP)技術制造機翼壁板蒙皮、前后梁,絲束鋪放在模具上,絲束的路徑是直線。用牽引轉向(tow steering)技術,絲束鋪放在模具上,絲束的路徑是曲線(圖)。
被動氣動彈性剪裁(PAT-Passive Aeroelastic Tailoring)
氣動彈性剪裁利用復合材料鋪放的層合板剛度方向,可設計性和耦合效應使載荷作用下的翼面結構產生有利的彈性變形,以提高翼面靜、動氣動彈性特性的一種以小重量為設計目標的優化設計方法。傳統復合材料鋪放,絲束是直線。
被動氣動彈性剪裁,材料鋪放的路徑是事先設計的曲線。具有佳導向纖維路徑的復合機翼蒙皮,可以將載荷直接分配到機翼加強處,從而實現顯著的重量減輕,同時保持相同的剛度和強度(圖)。機翼前緣,特別是靠近翼尖的部分,在載荷作用下往往會向上和向外旋轉,這損害了飛機的氣動彈性效率。機翼壁板蒙皮采用牽引轉向,一部分載荷可以使前緣附近的尖端向前和向下,形成彎扭耦合。這里的“被動”是指在飛行中有氣動載荷的前提下,表現出的氣動彈性性能。
2014年美國航天局(NASA)與極光(Aurora)飛行科學公司和密歇根大學合作,設計、優化和制造了39英尺(12m)的小尺寸機翼,以評估機翼蒙皮中的定向碳纖維轉向的性能。該項目被稱為被動氣動彈性剪裁(PAT),它增強氣動彈性和氣動性能,降低下一代飛機的機翼重量和燃油消耗。
PAT項目先優化了兩種機翼模型的牽引轉向。種是uCRM-9,展弦比比為9.0,是目前商用飛機(鋁合金機翼)的典型機型。第二種是uCRM-13.5,展弦比比為13.5,比uCRM-9型號更長更薄。高展弦比機翼被認為是提高下一代飛機燃油效率的必要條件(圖)。
民用飛機機翼的當前展弦比(翼展與機翼平均弦的比值)約為9.0。PAT項目計劃,將這一比例提高50%至13.5。這樣做的機翼變得更靈活和“柔軟”。
PAT項目分為四個階段。先,制作了具有代表性的測試板,以證明在常規AFP系統中使用牽引路徑的可行性。然后將這些面板用于機械試片測試,以表征轉向和非轉向層壓板之間的強度差異。第二階段由密歇根大學的多學科設計優化實驗室進行。這一階段的重點是優化大展弦比、牽引轉向機翼,評估潛在的燃油消耗節省、重量節省和氣動彈性性能。在第三階段,由極光飛行科學公司(AuroraFlight Sciences)執行,使用優化階段開發的兩種轉向模式制造了27%(39英尺/12米)的機翼結構。在第四階段也是后一階段,美國宇航局在阿姆斯特朗飛行研究中心(美國加利福尼亞州愛德華茲空軍基地)的飛行載荷實驗室對小尺寸機翼進行了結構測試,以將優化階段的預測與物理產品相關聯。
為簡化設計和優化,PAT項目的牽引轉向,重點研究了四種模式。由于牽引轉向允許偏離傳統的準各向同性鋪放,每個模式基于參考牽引方向場(θ°)。此參考方向字段給出了個牽引樣式(稱為主牽引樣式)的本地牽引方向。剩余的三種牽引模式通過將主牽引方向偏移45°、?45°和90°來定義(圖)。
試驗機翼結構的制造是由極光飛行科學公司(AFS)完成的。機翼基于uCRM-13.5有限元模型(FEM),包括上下蒙皮、前緣翼梁、后緣翼梁和58根肋條。機翼是在美國密蘇里州哥倫布市制造,使用了一個基于龍門架的Electiroimpact(美國華盛頓州穆基爾泰奧市)AFP系統,配備了一個8個牽引頭。Park Aerospace(美國堪薩斯州牛頓市)提供了碳纖維預浸材料,該材料由該公司130 gsm HTS45/E-752-LT材料組成,寬度為0.25英寸。
試驗機翼結構的制造與這些層分數略有不同。蒙皮層壓板設計為[0°、0°、90°、0°、0°、45°、0°、-45°]s的重復單元,從層壓板的中心取層,并進行選擇,以保持所需的層分數。對于上翼蒙皮,厚度范圍從根部的96層(128.3mm)到葉胡迪斷裂處(Yehudi break)的104層(138.7mm)(后緣翼梁的第二個扭結處)到尖端的44層(6.1mm)。對于下翼蒙皮,厚度范圍從根部附近的76層(10mm)到尖端附近的14層(0.087英寸)。
0°鋪層的上蒙皮實際鋪層分數范圍為61.7-64.0%;90°鋪層為12.0-13.8%;45°鋪層為11.4-13.3%;45°鋪層為10.9-12.8%。0°鋪層的下蒙皮實際鋪層分數范圍為60.0-66.7%;90°鋪層為11.1-15.8%;45°鋪層為10.0-14.3%;而-45°鋪層為7.1-13.3%。
PAT試驗機翼測試
NASA美國航天局與極光飛行科學公司和密歇根大學合作,設計、優化和制造了這個39英尺(12m)的小尺寸機翼,以評估機翼蒙皮中的定向碳纖維轉向的性能。
在加利福尼亞州的美國宇航局阿姆斯特朗飛行研究中心進行的測試中,被動氣動彈性剪裁(PAT)機翼在高載荷的壓力下彎曲。(翼尖向上拉到約2米)
在阿姆斯特朗飛行技術中心對39英尺長的帕特機翼進行了靜載荷和地面振動測試。測試的目的是評估機翼的強度和氣動彈性特性,并將測試數據與優化數據關聯起來。
測試結果
在測試期間進行的計算,包括升力、扭曲、彎曲扭曲和其他性能參數的預測。優化計算了從 -1.0G到2.5G的機動載荷極限。同時還計算了機翼質量和燃油消耗的節省,以及大起飛重量(MTOW)的優勢。表1顯示了優化研究的計算結果。
牽引轉向有關問題
傳統自動鋪絲(AFP)非常適合牽引轉向,因為在此過程中牽引紗帶寬度相對較窄,為3.2、6.4、12.7毫米。由于小轉向半徑取決于復材帶寬度,因此自動鋪帶機(ATL)鋪設超過100毫米寬的磁帶幾乎沒有轉向能力。
在轉向過程中需要精確而集中的加熱,然后立即進行良好的壓實。缺少任何一個都可能導致絲束起皺或彎曲,這可能需要修理或更換。加熱有兩種方式:紅外(IR)加熱和激光加熱。激光加熱高度聚焦,過程控制非常好。
絲束的可操縱性取決于幾個變量:絲束寬度、絲束厚度、樹脂類型、樹脂粘性、纖維類型、纖維格式、基板輪廓復雜度、基板質量、所需的轉向半徑、弧長和公差參數。終決定了操縱性不是機器,而是材料。
牽引轉向固有的挑戰之一是會聚區,在會聚區,牽引以偏離角相交。其結果是一系列的重疊和間隙和在彎曲處出現褶皺(圖)。牽引轉向的大風險是產生可能超過零件設計允許值的褶皺和重疊。
牽引的半徑越小越好。在F35戰斗機復合材料蒙皮制造中的經驗是,弧長越短,你就越有可能實現更小的半徑。
在航空結構件中,另一種中間的、更易于管理的牽引轉向應用將出現在飛機的門、窗周圍。這種結構將大大受益于牽引轉向,可以更容易地設計和建模。
由于纖維轉向設計使定制結構的局部剛度,允許飛機結構的氣動彈性剪裁。這就需要材料、鋪放工藝、設計(氣動、強度、結構)、自動化技術、適航認證等多學科、多部門協同工作,進行高保真多學科設計優化MDO(-multidisciplinarydesign optimization)。
使用牽引轉向要增加成本。可以將將牽引轉向技術與其他機翼技術相結合,比如主動減載,可以獲得復合效益。通過在單個優化中耦合這兩種技術,可以獲得對組合性能和相對效益的準確評估。”
快速牽引剪切(RTS- Rapid Tow Shearing)
快速牽引剪切(RTS)技術是iCOMAT公司開發的。它依靠面內剪切而不是面內彎曲來引導牽引。該公司表示,它可以將6.35-500毫米寬的干燥或預浸帶剪切到50毫米的半徑。RTS可以沿著彎曲的路徑排列纖維,而不會導致彎曲和缺陷,通過平面內剪切連續輸送的材料帶。這項技術的主要優點是,因為它依賴于材料帶的剪切變形、材料寬度不再影響小轉向半徑,這意味著可以使用更寬的材料帶,大大提高生產效率。為了評估基于這項技術的性能,開發了一種基于實驗室的RTS鋪放頭,可以放置100毫米寬的單向纖維織物。
此工藝主要使用寬的碳纖維織物,制造汽車、風電葉片。
牽引剪切避免了傳統牽引轉向特有的屈曲、重疊和間隙。此外,隨著剪切角的增加,使用iCOMAT的RTS技術,膠帶寬度會隨著厚度的增加而變窄。注意,例如,在圖中,膠帶寬度差在0°和60°之間。設計師利用這一特性在不增加層板數量的情況下局部增加層壓板的厚度。
楊超凡簡介:飛機制造高級專家,近年專攻民機復合材料。原航空工業部批研究員級高級工程師,享受國務院特殊津貼。