
 English
English 簡體中文
簡體中文
































目前原始設(shè)備制造商和供應(yīng)商在探索下一代飛機(jī)的材料和工藝時(shí),有兩種不同的方法正在進(jìn)入視野,種是干纖維預(yù)制件的液態(tài)成型,例如,在蘇格蘭Spirit AeroSystem的高速樹脂傳遞成型(resin transfer molding,RTM)生產(chǎn)線中,以及在空中客車公司主導(dǎo)的明日之翼(Wing of Tomorrow,WOT)項(xiàng)目中,該項(xiàng)目使用了自動放置非卷曲織物(noncrimp fabrics,NCF)和液體樹脂灌注,然后在烘箱中進(jìn)行高壓釜(out of autoclave,OOA)固化。
第二種是采用熱塑性復(fù)合材料(thermoplastic composites,TPC),例如,在Clean Sky 2項(xiàng)目多功能機(jī)身演示器(Multifunctional Fuselage Demonstrator,MFFD)中,使用自動纖維放置(下半部分現(xiàn)場加固,上半部分通過高壓釜固化)制造硬化蒙皮,然后通過焊接進(jìn)行組裝。這些程序使用自動化來提高生產(chǎn)率和質(zhì)量,同時(shí)降低成本。但這兩種技術(shù)究竟孰優(yōu)孰劣呢?
德國航空航天中心(DLR)結(jié)構(gòu)和設(shè)計(jì)研究所在奧格斯堡設(shè)有輕型生產(chǎn)技術(shù)中心(ZLP)。在眾多復(fù)合材料制造項(xiàng)目中,PROTEC NSR和Fast Lane RPB提供了一個(gè)獨(dú)特的機(jī)會,可以分別比較雙通道空中客車A350的液態(tài)模塑熱固性后部壓力隔板(rear pressure bulkhead,RPB)(圖1)和單通道空客A320的熱塑性RPB。這兩個(gè)項(xiàng)目都與這些結(jié)構(gòu)的一級供應(yīng)商Premium Aerotec Group合作,并在評估周期時(shí)間和成本的同時(shí)演示了自動化。
液態(tài)模制后壓力艙壁的干碳纖維預(yù)成型件
液態(tài)模塑熱固性隔板
預(yù)制件和夾具:制造真空袋裝干燥預(yù)制件的工藝步驟如下圖2所示。通過采用空客技術(shù)——真空輔助工藝(vacuum assisted process,VAP)向其中注入RTM6環(huán)氧樹脂,該工藝采用半透膜降低孔隙率。預(yù)制件疊層包括兩組16層,長5米,使用5束緞紋碳纖維織物的整個(gè)寬度1.27米。在這兩個(gè)裝置之間嵌入了25個(gè)復(fù)雜形狀的加強(qiáng)件,尺寸達(dá)到1.5×2.5米,上面放了八根桁條。
PROTEC NSR的工藝步驟,用于制造干式預(yù)成型坯:(a)切割材料;(b)(d)將材料運(yùn)輸?shù)綑C(jī)器人小室;(c)增強(qiáng)層和(e)結(jié)構(gòu)層的切片識別、拾取、覆蓋和應(yīng)用;(f)更嚴(yán)格的整合;(g)工具側(cè)和(h)B側(cè)外部輔助材料的真空裝袋。
在該過程中開發(fā)能夠在鋪蓋和處理方面達(dá)到必要精度的工具和夾具是大的挑戰(zhàn)之一。部分原因是由于復(fù)雜的層混合需要三種不同的懸垂機(jī)制:
其一、直接從輥?zhàn)由鲜┘颖仨氝m應(yīng)模具形狀的全寬材料。
其二、大面積結(jié)構(gòu)鋪層的懸垂,其中兩個(gè)機(jī)器人協(xié)作,每個(gè)織物邊緣一個(gè),以拾取并創(chuàng)建模具的目標(biāo)幾何形狀 以確保貼合前無皺紋。
其三、適用于1.5到2.5米的小型異形鋪層。
對于協(xié)作機(jī)器人,專家開發(fā)了末端執(zhí)行器,其中包含六個(gè)通過球形接頭連接的模塊,這使得末端執(zhí)行器可以類似于蛇的方式變形,從而符合模具的目標(biāo)幾何形狀。集成的加熱裝置可在織物運(yùn)輸和成形過程中激活粘合劑,一旦放置便保持其3D形狀和位置。
對于小形狀的層在高達(dá)1.5×2.5米的地方,開發(fā)了第二種抓取器,該抓取器使用了127個(gè)配有真空抽吸裝置的模塊進(jìn)行拾取(圖3)。此夾具在2D狀態(tài)下拾取材料,然后將其彎曲到目標(biāo)幾何形狀,但它必須決定要固定的127個(gè)模塊中的哪個(gè),以及要滑動以將2D層轉(zhuǎn)換為3D形狀的模塊。因此,它與手的懸垂工作方式非常相似。
末端執(zhí)行器具有一個(gè)抓取器,該抓取器使用127個(gè)配備有真空抽吸功能的模塊來拾取切下的織物層,然后轉(zhuǎn)變?yōu)?D形狀,然后在放入模具之前對其進(jìn)行加熱
在線檢查:模塊化夾持器中的光學(xué)傳感器監(jiān)測懸垂過程。放置層板后,末端執(zhí)行器將結(jié)合徠卡T-SCAN和基于PrimebaseTM照相機(jī)的纖維角度測量系統(tǒng)檢查質(zhì)量。測試過程中先測量了纖維角度,并與CAD文件進(jìn)行了比較,然后測量了每一塊的邊緣,并對照CAD文件檢查了其位置。
縱梁和真空袋:完成預(yù)制件后,將八個(gè)加強(qiáng)筋(縱梁)連接到頂部。為此,開發(fā)了多運(yùn)動夾持器,并將其應(yīng)用于真空袋輔助材料。該夾持器由三個(gè)獨(dú)立的6自由度小型機(jī)器人和一個(gè)剛性臂組成,全部安裝在工業(yè)6自由度機(jī)器人的中心法蘭上。真空包裝輔助材料——剝離層、穿孔離型膜和樹脂流動介質(zhì)(工具側(cè)輔助材料)——預(yù)先切割和預(yù)連接,設(shè)計(jì)用于放置位置。它們不需要疊起來,只需要放置即可。預(yù)制的半透膜通過帶有“傘狀”機(jī)構(gòu)的末端執(zhí)行器以半自動方式應(yīng)用,而粘性膠帶和外部真空袋的放置仍然是手動的,但也可以自動化。
周期時(shí)間和成本:大的挑戰(zhàn)是構(gòu)建基于人工智能(AI)的模塊化制造執(zhí)行系統(tǒng)(manufacturing execution system,MES),以監(jiān)控流程鏈。在整個(gè)過程中必須建立數(shù)據(jù)管理系統(tǒng),將完全不同的流程整合在一起,然后利用MES通過一個(gè)數(shù)據(jù)交換端口進(jìn)行指揮。PROTEC NSR技術(shù)于2019年1月通過制造全尺寸演示器得到驗(yàn)證,并在2019年年中達(dá)到TRL 5-6的成熟度水平。與PAG目前先進(jìn)的工藝相比,這種自動化工藝鏈將軋制布料應(yīng)用的周期時(shí)間縮短了58%,切割層的選擇和放置減少了50%。這些業(yè)務(wù)的制造成本分別降低了11.5%和31%。
熱塑性RPB
該項(xiàng)目始于2018年,由PAG和Institut für Verbundwerkstoffe研究所合作,以展示熱塑性復(fù)合材料在大型零件和主要結(jié)構(gòu)中的可能性,RPB并不是真正的主要部件,因?yàn)樗臋C(jī)械要求沒有機(jī)翼或機(jī)身那么高,但它顯示了對于大型、扁平、略微彎曲的結(jié)構(gòu)是可能的。在短短四個(gè)月內(nèi),便開發(fā)了一款A(yù)320 RPB演示機(jī),并將其作為如何將現(xiàn)有鋁結(jié)構(gòu)轉(zhuǎn)換為熱塑性復(fù)合材料的示例。
該演示使用Cetex碳纖維織物/聚苯硫醚(PPS)有機(jī)板(Toray Advanced Composites)和電阻焊。焊接的兩個(gè)表面之間的電阻元件產(chǎn)生熱量并留在焊接結(jié)構(gòu)中。GKN Fokker幾十年來一直使用這種技術(shù)來生產(chǎn)飛機(jī)起落架門和固定前緣。對于這架A320 RPB,ZLP團(tuán)隊(duì)使用了CF電阻元件,而不是傳統(tǒng)的不銹鋼網(wǎng)。
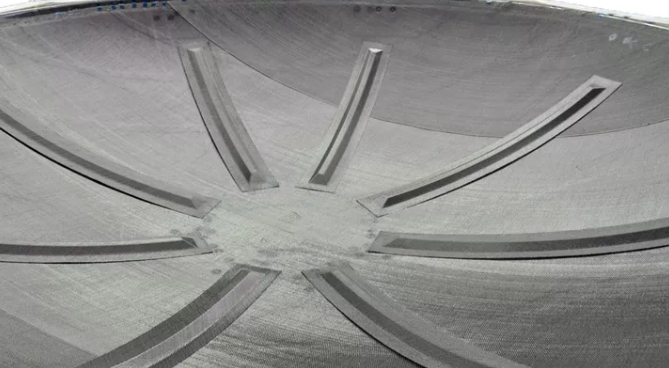
由于熱塑性復(fù)合材料RPB的價(jià)格相同或更便宜,但材料要貴得多。因此,通過自動化而降低生產(chǎn)成本是關(guān)鍵,使用八個(gè)相同的花瓣部分也是關(guān)鍵。熱成型作為一個(gè)單獨(dú)的部分將需要一個(gè)非常大的壓力,這會太昂貴。熱塑性塑料壓制成型的自動化程度高于熱固性復(fù)合材料。主要使用匹配的金屬模具,但恒定的溫度是主要問題,但這也使自動沖壓周期非常快。演示器RPB的整體處理步驟如圖4所示。
熱塑性RPB,其工藝步驟用于生產(chǎn)八段(底部)印模成型CF / PPS有機(jī)板,然后通過電阻焊接將其連接起來以形成演示器A320隔板。
整合質(zhì)量檢查:使用一個(gè)標(biāo)準(zhǔn)試驗(yàn)臺制作多個(gè)焊接樣品,測量電流、電壓和溫度,然后用超聲波檢測(UT)對它們進(jìn)行了檢查,并得出了工藝參數(shù)和良好固結(jié)度之間的相關(guān)性。還建立了一個(gè)過程模擬,將焊接過程中獲得的數(shù)據(jù)與建立的初始基線進(jìn)行比較。
自動化和循環(huán)時(shí)間:整個(gè)過程非常快,達(dá)到了汽車零部件的規(guī)模。在2019年的評估中實(shí)現(xiàn)了TRL3,并且已經(jīng)成熟到TRL4。將在2021年底實(shí)現(xiàn)TRL6。在疫情大流行之前,PAG曾表示將在2021年前將熱塑性RPB投入生產(chǎn)。雖然未來還不太明朗,但熱塑性RPB仍然被視為“未來的機(jī)身”,重量從41公斤減少到35公斤,加工和裝配時(shí)間減少75%,整體零件成本降低10%以上。
TS和TP復(fù)合材料對比
熱塑性塑料的加工速度如此之快,以至于可以比鋁便宜,甚至可以達(dá)到每月100架飛機(jī)的生產(chǎn)率。RPB既適用于熱塑性焊接,也適用于自動化。相比之下,干纖維,液態(tài)模制的RPB自動化成本更高。
但是,這種自動化只有通過實(shí)現(xiàn)部分子流程自動化來獲得真正的收益,例如,通過自動化輔助設(shè)備,可以在大約一個(gè)小時(shí)內(nèi)完成真空裝袋,大約比手動過程快10倍。但是,成本是實(shí)施此類改進(jìn)的主要障礙。對于一個(gè)零件如RPB,數(shù)字工具、機(jī)器人和開發(fā)的成本太高了。但是,如果可以開發(fā)一種模塊化的方法,并將該系統(tǒng)用于許多零件,那么成本可能會控制,從而在減少時(shí)間和人工的情況下可以負(fù)擔(dān)得起。
雖然截止目前僅僅對比了熱固性和熱塑性復(fù)合材料成型工藝,但是對兩者復(fù)合材料的結(jié)構(gòu)還沒有進(jìn)行詳細(xì)對比,因此未來目標(biāo)是證明熱塑性焊接線也具有飛機(jī)機(jī)翼和機(jī)身所需的性能,并且,對于大型集成液體成型機(jī)翼也必須表現(xiàn)出這種性能。這正是MFFD和WOT程序要完成的任務(wù)。
主要參考來源:CW
原創(chuàng) 錢 鑫 博士