
 English
English 簡(jiǎn)體中文
簡(jiǎn)體中文

































“我們用數(shù)控加工的聚氨酯泡沫和手工鋪層GRP(玻璃纖維增強(qiáng)塑料)來制作模具,但這種方法涉及太多的勞動(dòng)和浪費(fèi),” Rapid Prototyping(匈牙利布達(dá)佩斯)的所有者GyörgyJuhász解釋說。他在12月購(gòu)買CEAD機(jī)器人擠出機(jī)。“我們現(xiàn)在是使用30%短玻璃纖維增強(qiáng)聚丙烯的3D打印模具,將勞動(dòng)時(shí)間減少了50%。”

快速原型技術(shù)協(xié)助海軍工程師Akos Reder和Tamas Reder設(shè)計(jì)的Como Yachts和Narke的開發(fā)。
Juhász開始以造艇者的身份與composites公司合作。他的項(xiàng)目包括科莫(Como)游艇和納克(Narke)電動(dòng)噴氣式飛機(jī)(Electrojet),Narke Electrojet可稱為是上批批量生產(chǎn)的全電動(dòng)個(gè)人水上飛機(jī)。他解釋說:“在匈牙利不能在任何湖泊上使用石油燃料,而我們擁有歐洲第二大湖泊。我們正在為公司開發(fā)更多的電動(dòng)船模型。 需要一種更快,更便宜的方法來為這些項(xiàng)目創(chuàng)建塞子和模具。”
CEAD機(jī)器人擠出機(jī)是Juhász去年的圣誕節(jié)發(fā)布的。 他說:“我已經(jīng)有一臺(tái)五軸數(shù)控機(jī)床,只是買了機(jī)器人擠出機(jī)打印頭并附在上面。”數(shù)控機(jī)床的尺寸為4850 * 2635 * 1460毫米,使用帶有Mach3運(yùn)動(dòng)控制器軟件的步進(jìn)電機(jī)。由Juhász于6年前設(shè)計(jì)和建造,當(dāng)他去年購(gòu)買了匈牙利制造的新CNC系統(tǒng)以接管銑削和加工時(shí),就可以轉(zhuǎn)換為3D打印機(jī)。

快速原型3D打印的復(fù)合模具用于生產(chǎn)復(fù)合外殼結(jié)構(gòu),該復(fù)合模具將由其客戶Krismar轉(zhuǎn)換為定制的重型卡車臥鋪駕駛室。
新3D打印系統(tǒng)完成的個(gè)項(xiàng)目是為定制卡車和拖車比利時(shí)制造商Krismar的復(fù)合軌枕駕駛室制作玻璃纖維模具。Juhász說:“這個(gè)組成部分的尺寸為2550 x 2200 x 1200毫米。我們希望印刷出盡可能大的厚度,以避免冷卻時(shí)發(fā)生翹曲和變形。” 將30毫米的厚度印刷在每層15毫米的兩層中,并使用將近400公斤的玻璃纖維增強(qiáng)聚丙烯顆粒。
模具印刷為四件,其中包括單獨(dú)的左右側(cè)裙。 他解釋說:“我們將每件零件的成型面分別進(jìn)行數(shù)控銑削,將它們擰緊并夾緊在一起,再涂上可打磨的膠衣,并用四層300克/平方米的切碎氈墊和聚酯樹脂進(jìn)行手工層壓。”
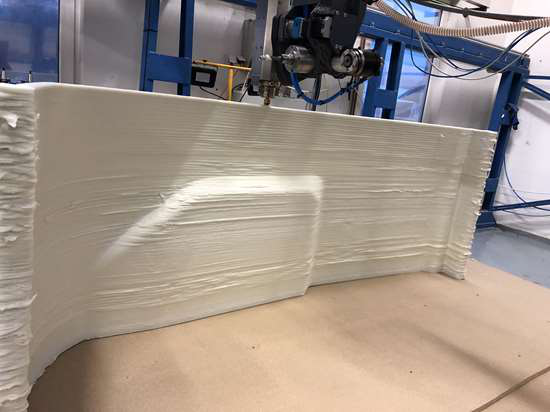
快速成型技術(shù)使用安裝在CNC加工系統(tǒng)中的CEAD機(jī)器人擠出機(jī)印刷模具。
該項(xiàng)目取得成功,3D打印節(jié)省時(shí)間,但Juhász表示有很多東西要學(xué)習(xí)。 “這種方法的大挑戰(zhàn)之一是在打印后,需要使用銑床和軟件找到0(原點(diǎn))。 我們?cè)诖怪狈较蛏线M(jìn)行打印,在水平方向上進(jìn)行銑削,因此,每個(gè)操作的起點(diǎn)和方向都不同。” 印刷固體而不使用填充物價(jià)格昂貴 他解釋說:“對(duì)于這個(gè)項(xiàng)目,我們才剛剛開始。使用顆粒的擠出機(jī)頭比大型長(zhǎng)絲打印機(jī)便宜,但打印填充物并不容易。 我們計(jì)劃在將來印刷帶有填充物的家具,因此我們會(huì)將所學(xué)到的經(jīng)驗(yàn)應(yīng)用于工具制作中。”