
 English
English 簡體中文
簡體中文

































裝有復合材料外涵機匣的歐洲M88-2型發動機。

某型發動機復合材料外涵機匣。

某新型發動機復合材料外涵機匣。
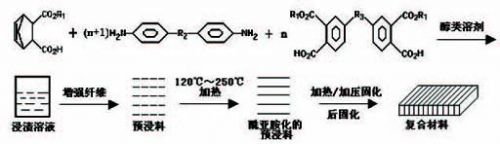
聚酰亞胺樹脂體系典型工藝示意圖。
航空發動機復合材料外涵機匣在加力式渦扇發動機上使用,在我國尚屬次。它是連接發動機承力框架,形成外涵通道和安裝外部附件的承力結構,長期使用溫度在280℃左右,結構形式相對復雜。外涵機匣是由碳纖維增強的聚酰亞胺樹脂制成,這種材料的使用溫度高,耐疲勞性好,比強度、比模量高。現代航空發動機正在向高推重比、高機動性發展,耐高溫聚酰亞胺復合材料可應用于發動機的冷端部位,滿足新一代發動機的增推減質的要求。國外已經投入使用的發動機如F404、F110、F119、F120、F414、M88-2均采用聚酰亞胺樹脂基復合材料外涵機匣。
由聚酰亞胺樹脂基體和增強纖維兩大組分組成的預浸料,鋪疊在模具上后,在保持一定溫度和壓力工藝條件下,固化成型結構件的復合材料,稱為熱壓成型聚酰亞胺基復合材料。聚酰亞胺樹脂為耐熱性能和抗熱氧化穩定性能優良的熱固性樹脂基體,熱壓成型聚酰亞胺基復合材料的基體樹脂以PMR型聚酰亞胺樹脂為主,在國外主要按照其耐熱性能分為三代,代使用溫度為280~316℃,第二代使用溫度為350~371℃,正在研制的第三代使用溫度為400~420℃。國內熱壓成型聚酰亞胺基復合材料的發展與國外類似,先后研制了、第二代以及第三代熱壓成型聚酰亞胺基復合材料,并得到了實際應用或進行了考核驗證。熱壓成型聚酰亞胺基復合材料的預浸料采用濕法制備,主要采用模壓或熱壓罐工藝熱壓固化成形結構件,要求高溫高壓,固化溫度在310~400℃,固化壓力在1.5~4.0MPa。目前,中航復合材料有限責任公司已經具備一代到三代聚酰亞胺樹脂基復合材料的原料及構件批產能力。
某型聚酰亞胺樹脂基復合材料外涵機匣現已進入批產階段。外涵機匣使用溫度在-45~280℃左右,結構形式分為前、后兩段,前段外涵為金屬安裝邊、安裝座與復合材料殼體鉚接,由內外蓋板連接的全長對開式結構;后段為金屬安裝座與復合材料翻邊錐筒鉚接結構。
某新型發動機復合材料外涵機匣結構形式為全程對開、前后金屬翻邊結構,工作溫度在-60~350℃。
外涵機匣結構形式的不同導致機匣成型時形成的缺陷種類也不盡相同。例如:預處理過程中存在大量揮發酚無法排除會造成開敞及非開敞結構機匣的大面積分層和空隙密集,成型時樹脂粘度較高和高溫樹脂成型后內應力會造成非開敞結構轉角R區分層。
聚酰亞胺樹脂在反應過程中需要經過溶劑揮發、酰胺化、亞胺化、交聯固化等多個階段,整個工藝過程比較復雜。其中前三步為預處理階段,主要是單體之間的相互反應并伴隨有大量的氣體產生,同時樹脂粘度從極低的幾十厘泊變化到幾十萬厘泊,然后經過高溫高壓發生交聯固化反應,樹脂成型工藝十分復雜。
故聚酰亞胺樹脂與碳纖維復合材料的生產工藝的關鍵是如何選擇合適的工藝方法,才能將樹脂配置過程中和預處理過程中的小分子氣體及時完全的排出,否則氣體包埋在制件內部,就會導致零件產生氣孔缺陷,從而影響復合材料的力學性能。
目前,聚酰亞胺基復合材料由于其材料的特殊性,面臨著穩定性較差,合格率偏低等問題。經過多年的技術積累,中航復合材料有限責任公司已經能夠穩定地進行航空發動機復合材料外涵機匣的批生產任務,突破了高溫樹脂基復材構件成型中的種種技術困難,擁有多項技術,在高溫樹脂基復合材料構件領域進入了先進行列。
更多詳細報道請關注復材網m.lzzz.net