
 English
English 簡體中文
簡體中文
































液壓機產品應用案例
產品系列20余種、200多個規格型號,0.5MN到100MN的各種液壓機及成套生產線。
YJ14系列鍛造液壓機組YJ14 Forging Hydraulic Press
YJ22汽車縱梁液壓機YJ22 Auto Stringer Press
YJ24系列短行程拉伸液壓機 YJ24 Stamping Hydraulic Press
YJ26系列精沖液壓機YJ26 Fine Blanking Press
YJ27系列單動薄板沖壓液壓機YJ27 Single-action Stamping Hydraulic Press
YJ28系列雙動薄板沖壓液壓機YJ28 Double-action Stamping Hydraulic Press
YJ32系列四柱通用液壓機YJ32 General Hydraulic Press
YJ34防盜門系列液壓機YJ34 Guard Against Theft Hydraulic Press
YJ41系列單柱校正液壓機YJ41 Single-column Correction Hydraulic Press
YJ43系列壓裝液壓機YJ43 C-frame Hydraulic Mounting Press
YJ45系列校直液壓機YJ45 Gantry Straightening Press
YJ61 系列擠壓液壓機YJ61 Extrusion Hydraulic Press
YJ67系列模鍛液壓機 YJ67 Die-forging Hydraulic Press
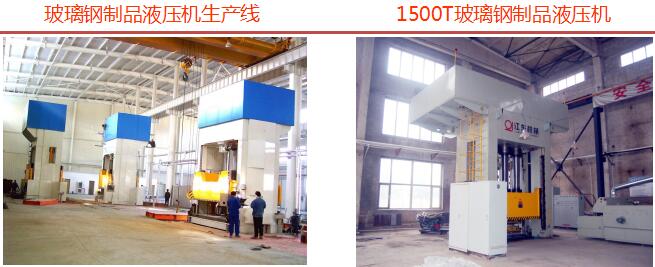
YJ71系列玻璃鋼制品液壓機YJ71 FRP Hydraulic Press
YJ78系列砂輪液壓機 YJ78 Grinding Wheel Hydraulic Press
YJ79 系列粉末制品液壓機 YJ79 Powder metallurgy Hydraulic Press
YJ94系列傘型液壓機 YJ94Umbrella hydraulic press
YJ96系列內飾壓機YJ96 Inner Decoration Hydraulic Press
YJ98系列模具研配液壓機YJ98 Die Spotting Press
BY系列熱壓機BY Cardboard Hydraulic Press
YGZ些列加熱機 YGZ Cardboard Hydraulic Press
YJZ系列線圈壓床YJZ Coil Press
YJ27系列數控單動薄板沖壓液壓機


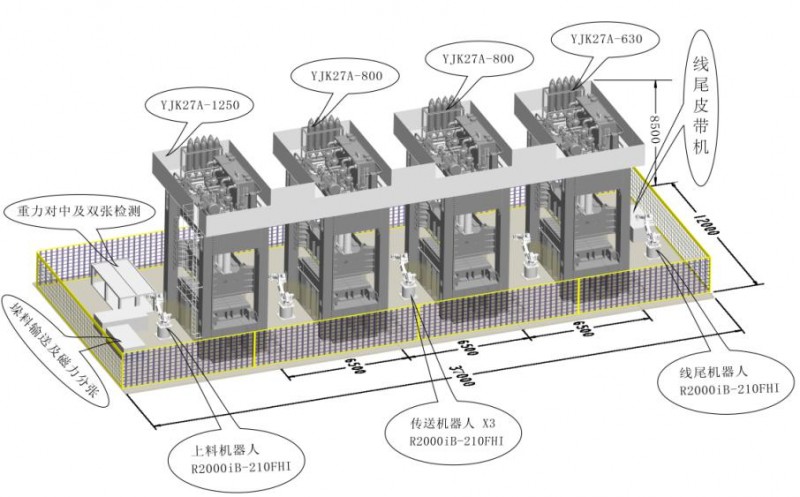
35MN全自動汽車薄板沖壓線
線單元:垛料輸送臺車及導軌、磁力分層系統、重力對中臺、雙料檢測系統、拆垛上料機器人R2000iB-210F HI (端拾器);傳送機器人單元:3臺機器人R2000iB-210F HI (端拾器);線尾單元:機器人R2000iB-210F HI (端拾器) 、線尾皮帶機、檢料臺、照明系統;壓力機單元:4臺(1250T、800T、800T、630T)。
YJ98系列試模液壓機

YJ98系列模具研配液壓機

YJ96系列汽車內飾制品液壓機

YJ71系列復合材料制品液壓機

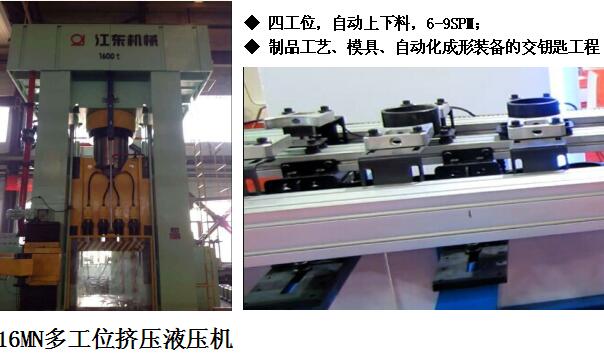
YJ22系列汽車眾梁液壓機

1600T全自動多工位冷精鍛生產線
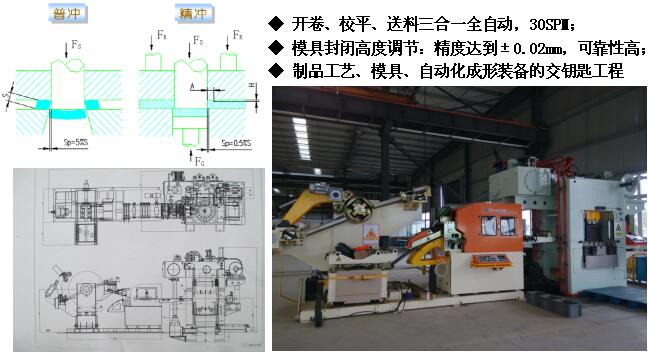
YJF26系列全自動精密沖裁生產線
級科技重大專項—溫等靜壓成套設備開發
溫等靜壓成套設備開發的研制工作,課題編號2011ZX04001-081

科技重大專項—高馬赫數飛行器復雜構件超高溫成形裝備
四缸同步控制精度高可達0.02mm,實現高馬赫數飛行器Ti2AlNb金屬間化合物1200℃成型,提升我國航天制造能力,打破國外對我國制造裝備方面的封鎖和限制。

高強度鋼熱沖壓成形技術與裝備
拆垛裝置、保護氣氛輥底式加熱爐、壓機上下料機械手、冷卻淬火模具、高速液壓機、激光切割機、拋丸涂油設備等組成。快速下行速度大于800mm/s,壓制速度大于150mm/s;產線生產節拍將會由現在的15-20s/次發展到6-10s/次;加熱速度:5-15℃/s;加熱溫度:高1000℃。
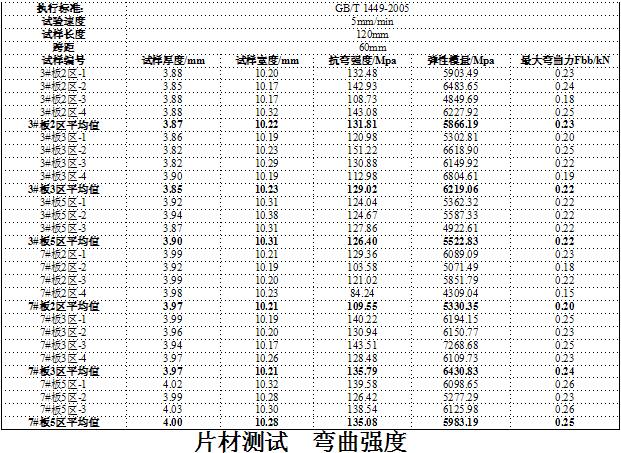
LFT-D模壓生產線及樣條試驗
壓力機公稱力:20000KN;快速速度:大于800mm/s;工作速度:1-80mm/s,數字調節;滿壓建壓時間:0.5s,四角調平系統,高調平精度0.06mm,保壓壓力波動值±0.1MPa,(機器人)上料時間:小于5s。

二、液壓機伺服控制技術的應用及特點
背景:
響應節能減排、裝備產業升級要求,“綠色裝備制造”這一發展方向已是大勢所趨,伺服節能控制技術在液壓機上的應用也越來越多被提及,正在成為裝備制造企業產品提檔升級的一項關鍵技術。

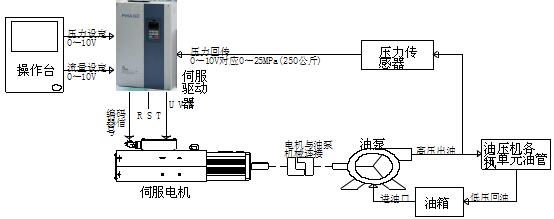
伺服泵控開式系統組成

伺服泵控閉式系統組成
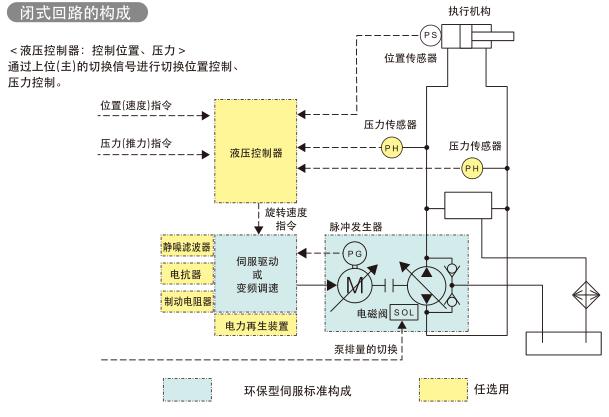
工作原理:交流伺服電機的轉速通過上位機給定到驅動器的壓力、流量指令而變化,以此來控制油泵的輸出壓力和流量;壓力控制通過油泵上的壓力傳感器信號構成閉環控制,流量控制通過交流伺服電機控制油泵的轉速來改變油泵的排出流量。達到設定壓力之前,按流量指令執行,接近或達到設定壓力時,切換到PID閉環控制算法,精確控制壓力到位精度。內環位置精度通過電機內部的編碼器反饋調節,執行元件位置精度需要外置位移傳感器及運動控制器組位置閉環控制算法來實現。
優勢及特點:伺服泵控系統它是突破傳統設計理念,把PQ開環控制轉為閉環控制,用高精度高響應的永磁同步電機代替異步機,高響應、高精度,節能環保。
特點—節能
工藝節能
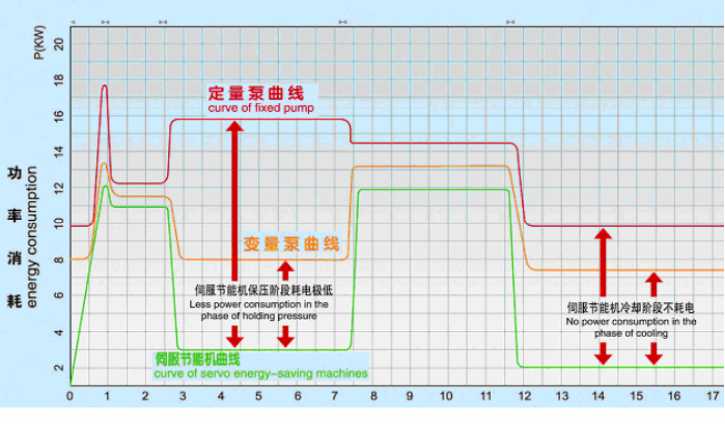
伺服液壓系統在設備快下及送、取料動作時可實現接近零功率輸出,實現節能。同時,在設備開機狀態下,若無人員操作,伺服系統自動處于零輸出狀態,避免異步電機一直空轉產生的能耗(異步電機空轉時將有約1/3左右額定功率的能耗)。電液伺服液壓機與傳統液壓機比較,節能效果顯著,根據加工工藝和生產節拍不同,電液伺服液壓機可節電30%~80%。下圖顯示了傳統液壓機和電液伺服液壓機在整個生產過程中消耗的電能情況。
提示:節能多少與原料和實際成型工藝參數密切相關
不同泵控系統的功率消耗對比圖
特點—高精度
伺服電機轉速采用閉環控制,速度穩定,這將有效提高壓機工進狀態下的穩定性。結合壓力傳感器、位移傳感器和相關控制算法(如壓力曲線控制算法)更可有效控制油缸的運行速度、到位精度及壓力精度。
壓力控制精度可達±0.1MPa;壓力調節范圍在公稱力10%-100%;位置控制精度±0.05mm。

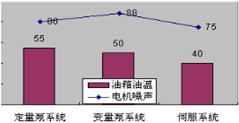
特點—高效環保
伺服系統的響應時間一般在幾十毫秒,能夠短時間內快速加壓;同時伺服驅動技術具備弱磁調速功能,在某些工序(如快回等)可以適當提高電機的轉速,提高系統流量,從而提高效率。伺服電機較異步電機噪音低,內嚙合齒輪泵比柱塞泵噪音低,同時在多個工序段電機不工作,開機狀態下的非工作時間電機也處于停機狀態,因此降噪效果明顯。伺服驅動液壓機在壓制和回程時電機在額定轉速下運行,其排放噪聲比傳統液壓機低5-10dB,噪聲在78dB以內;在滑塊快降及滑塊靜止時,伺服電機轉速接近為0(底流轉速,潤滑油泵),所以伺服驅動液壓機在此工作階段基本沒有噪聲排放。
特點—提高可靠性
由于速度和壓力都可以無級調節,因此,系統運行將更加平穩,沖擊減小,可有效的降低系統振動,降低系統故障率,提高可靠性;
特點—簡化液壓系統
伺服電機體積小,效率高,且伺服電機只有在需要做功時才工作,因此系統發熱量可大幅降低,可以減小冷卻裝置;另液壓機的壓力、速度、位置等參數,通過調節伺服電機的轉速來控制,因此可取消液壓控制回路中的壓力控制閥、流量控制閥等元件,簡化了液壓控制回路;伺服泵控系統的轉速較高,高可達3000r/min,因此對于同等排量的油泵,供給流量加大,可以減少泵源數量; 綜合以上幾個方面,對于液壓系統的結構優化設計,提供了較大的空間。
特點—提高壽命
由于液壓系統油溫升較小,工作循環少,同時隨著振動及液壓沖擊的降低,液壓元器件及液壓油的使用壽命可得到提高。
特點—降低裝機功率
由于永磁交流同步伺服電機,具有較強的過載能力,因此相比傳統型三相異步電動機,裝機功率可降低約20%-40%。在同等工作節拍的前提下,我公司為佩爾哲配套的250T非金屬壓機裝機功率降低約1/3。
總結:伺服油壓系統是一種按需供油,外圍加裝壓力或者位置閉環控制(壓力傳感器或位置傳感器),通過上位機(PLC)給出信號指令,通過HMI進行人機交互的一種節能/精密/高效/環保的控制形式;伺服泵控開式系統主要適用于對壓力、流量控制精度要求較高的場合;伺服泵控閉式系統主要適用于對位置控制精度要求較高的場合,而且液壓站結構更加緊湊,可大大的節省液壓油。
250T內飾液壓機
背景需求:1,由于熱成形工藝特點,保壓時間長,普通電機浪費電能嚴重,且噪聲大;2,壓力控制采用比例溢流閥實現,壓力控制精度不高;3,位置控制精度需要積極研究。
方案配置:1,采用伺服泵控系統,伺服電機+驅動器+雙聯齒輪泵;2,PLC單獨控制,HMI人機交互;3,專用的運動控制模塊,位置高精度閉環控制。
實際效果:1,噪音降低5-8db,實測大為74.6db;2,壓力控制精度0.1MPA;3,位置控制精度±0.02mm;4,節能率可達50%。

實際應用案例1
200T模具研配液壓機
背景需求:1,主系統采用普通電機+電動柱塞泵,無法實現微動對模;2,用戶實際工藝需求,微動下行0.5-2mm/s的對模速度,定位精度0.05mm,另要求寸動0.05±0.01mm/次。
方案配置:1,采用伺服閉式雙向泵控系統,伺服電機+通用驅動器+雙向柱塞泵;2,系統采用總線式位置反饋,特殊液壓軸曲線補償功能,實現高精度高響應位置閉環控制。
實際效果:1,寸動0.05mm/次,重復定位精度可達±0.01mm;2,油箱體積減小50%以上;3,壓機結構簡化(省去機械微動裝置),成本降低。

實際應用案例2
3500T薄板沖壓生產線
背景需求:1,單動薄板沖壓生產線,總裝機功率大,無功損耗嚴重;2,裝機泵組多,排量大,噪音污染嚴重,普通泵組噪音高達87db。
方案配置:1,重新配置泵組,采用伺服電機+驅動器+內嚙合高壓齒輪泵驅動形式;2,液壓控制回路簡化,省卻流量控制和部分壓力控制元件。
實際效果:1,同等工藝條件下,工作模式下,節電率達30%;2,噪音現場實測76.5db;3,速度和壓力參數均可實現無級設置和調節,工藝適用范圍大。


實際應用案例3
三、復材模壓成形工藝特點及節能環保技術應用分析
工藝特點:1,復合材料液壓機的成形工藝特點,在整個工作循環中,保壓時間長,待機時間長,約占整個工作循環的70%,因此無功損耗很大;2,普通柱塞泵組噪聲大;3,對速度的穩定性要求較高,特別是慢速工進、慢速開模;4,壓力控制精度較高;5,比例閥控調節速度,補壓或者持壓,系統溢流量大,發熱嚴重。
綜合以上幾點,結合伺服泵控系統的工作原理和特點,復材模壓成形工藝特別適合采用伺服泵控系統,可有效提高設備性能和可靠性,降低噪聲,降低使用費用,減小冷卻水的使用量,節約資源。

工作節拍及配置方式
計算說明:
工作條件:一年300天,一天3班次(運行20小時),電費0.75元:
A,普通控制系統,平均功率消耗占總裝機功率約31%,折算總計耗電量為56度/小時;B,伺服控制系統,平均功率消耗占總裝機功率約13%,每小時耗電23度/小時;C,這樣對比普通控制和伺服控制兩種控制方式的耗電量,每小時節能33度,節能比58%,一年總計(56-23)×20×300=198000元,電費總計19.8萬元,由于采用伺服控制方式還有節約水源,增加液壓油和液壓元器件的使用壽命,降低噪音等隱性價值,約2萬元,總計一年可節約運營成本21.8萬元左右;D,根據壓機不同的配置要求,約需要半年到一年半的時間收回成本。
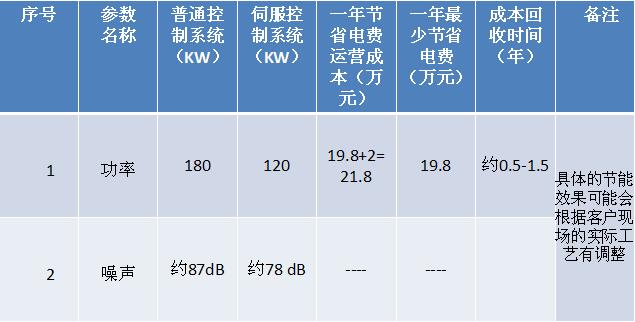
節能降噪對比及節省費用
1000T復合材料液壓機
背景需求:1,復合材料液壓機的工藝特點,在整個工作周期中,保壓時間長,待機時間長,約占整個工作循環的70%,因此無功損耗很大;2,普通柱塞泵組噪聲大;3,對速度的穩定性要求較高,特別是慢速開模;4,壓力控制精度較高。
方案配置:1,采用伺服電機+驅動器替代傳統的普通電機;2,采用內嚙合高壓泵替代柱塞泵,脈動小,速度調節更加穩定;3,省掉液壓回路中的比例調速和比例溢流閥,降低系統發熱量。
實際效果:1,節能率高達55%;2,噪音降低到78db左右;3,開模及工進速度的穩定性更高;4,系統發熱降低,冷卻水需求減小。


實際應用案例
公司復合材料模壓設備典型業績



更多信息請關注復材網m.lzzz.net