
 English
English 簡體中文
簡體中文
































格林特威德(Greene Tweed)用其DLF材料替換了金屬靜子葉片,該材料與金屬前緣共模成型,不僅滿足了性能、成本和高產(chǎn)量生產(chǎn)目標(biāo),還使每臺(tái)發(fā)動(dòng)機(jī)減重4公斤。

由DLR(德國航空航天中心)制造的發(fā)動(dòng)機(jī)導(dǎo)向葉片(前風(fēng)扇葉片后方的白色結(jié)構(gòu))此前需要金屬涂層才能通過沖擊測試。在探索與連續(xù)纖維材料的混合方案后,Greene Tweed成功開發(fā)出無需涂層的DLF葉片,通過共模塑金屬前緣和用于增強(qiáng)互鎖的增材制造(AM)特征實(shí)現(xiàn)這一目標(biāo)。
提高航空發(fā)動(dòng)機(jī)效率持續(xù)推動(dòng)新型復(fù)合材料、工藝和應(yīng)用的發(fā)展—包括熱塑性復(fù)合材料(TPC)。2025年10月,格林特威德(Greene Tweed,美國賓夕法尼亞州庫普斯維爾)宣布與全球最大的商用發(fā)動(dòng)機(jī)制造商之一簽署為期10年的協(xié)議,將供應(yīng)50多種由其Xycomp DLF TPC材料制成的定制部件。該材料被稱為短切長纖維(DLF- discontinuous long fiber),由短切航空航天級(jí)預(yù)浸帶組成,包含碳纖維增強(qiáng)PEEK、PEKK或PEI,采用專有工藝進(jìn)行模壓成型。
這些組件—包括復(fù)雜的發(fā)動(dòng)機(jī)支架和空氣動(dòng)力學(xué)整流罩—旨在達(dá)到金屬的強(qiáng)度和耐用性,同時(shí)減重高達(dá)60%。“這種減重直接有助于提高燃油效率、減少排放并提升發(fā)動(dòng)機(jī)性能,”格林特威德(Greene Tweed)結(jié)構(gòu)組件產(chǎn)品經(jīng)理特拉維斯·米斯(Travis Mease)表示。
該公司目前已開發(fā)出一種TPC發(fā)動(dòng)機(jī)導(dǎo)向葉片,目標(biāo)是每臺(tái)發(fā)動(dòng)機(jī)減重4公斤。瑞士伊弗東格林特威德(Greene Tweed)公司結(jié)構(gòu)與工程組件先進(jìn)技術(shù)研發(fā)部高級(jí)科學(xué)家塞巴斯蒂安·科勒(Sebastien Kohler)解釋道,這項(xiàng)始于2015年的研發(fā)工作主要針對(duì)靜止且非結(jié)構(gòu)型葉片,這類葉片通常用于小型公務(wù)機(jī)發(fā)動(dòng)機(jī),其機(jī)械要求比大型結(jié)構(gòu)型葉片更為寬松。“我們認(rèn)為,對(duì)靜子葉片的這項(xiàng)研發(fā)工作是邁向未來開發(fā)大型葉片和/或旋轉(zhuǎn)葉片能力的第一步,這些葉片有望為未來的發(fā)動(dòng)機(jī)提供更高的效率。”

每臺(tái)發(fā)動(dòng)機(jī)配備60片這種定子葉片,格林特威德不得不改進(jìn)其專利成型工藝以縮短周期時(shí)間。科勒表示,“但該工藝具備更高的生產(chǎn)效率。”葉片的一次成型工藝可獲得近乎凈成形的形狀,既能控制翼型輪廓,又包含零件的固定和定位特征。“然而,需要進(jìn)行改進(jìn)以提升其抗沖擊性能,”科勒補(bǔ)充道。為克服開裂和分層問題,格林特威德開發(fā)了一種定制的金屬前緣(MLE- metallic leading edge),其幾何形狀專為該成型工藝設(shè)計(jì),包括印刷特征以方便互鎖。
在ITHEC 2024上公布初步成果時(shí),科勒?qǐng)F(tuán)隊(duì)已通過使用直徑1.5英寸、速度為165米/秒(m/s)的冰雹進(jìn)行的沖擊測試,目前正準(zhǔn)備訂購多套測試發(fā)動(dòng)機(jī)配對(duì)。

Xycomp DLF 材料由切碎的單向帶經(jīng)壓縮模塑制成近凈形零件(上圖),例如格林特威德(Greene Tweed)為GE Unison 生產(chǎn)的碳纖維/PEEK EBU支架(下圖)。
葉片時(shí)間線
格林特威德(Greene Tweed)擁有超過60年的高性能航空航天部件制造經(jīng)驗(yàn),于2005年啟動(dòng)了其Xycomp DLF技術(shù)。當(dāng)時(shí),該公司與GE航空航天(美國俄亥俄州辛辛那提)旗下的Unison公司合作,生產(chǎn)由碳纖維/PEEK制成的發(fā)動(dòng)機(jī)組裝(EBU- engine build-up)支架,用于支撐發(fā)動(dòng)機(jī)核心和/或風(fēng)扇機(jī)匣上的機(jī)械和電氣部件。到2011年,該公司已開始生產(chǎn)經(jīng)認(rèn)證可用于航空發(fā)動(dòng)機(jī)和短艙的Xycomp DLF部件。
米斯表示,發(fā)動(dòng)機(jī)導(dǎo)向葉片減重的任務(wù)并非新鮮事。“我們?cè)卸鄠€(gè)客戶嘗試在這一應(yīng)用中用復(fù)合材料替代金屬,包括采用注塑成型的復(fù)合材料葉片,但它們無法通過冰雹沖擊測試。金屬涂層雖能提升其性能,但那些注塑成型的葉片依然未能通過測試。”
格林特威德(Greene Tweed)在2015年收到了首個(gè)評(píng)估DLF葉片的請(qǐng)求,用于客戶的公務(wù)機(jī)應(yīng)用。“我們必須使用金屬涂層來滿足沖擊要求,” 米斯說道。“這是一種非對(duì)稱涂層—前緣較厚,以滿足冰雹沖擊侵蝕的要求,但后緣不需要這么厚,因此我們將厚度從約0.009英寸逐漸減薄至0.006英寸,以優(yōu)化重量。我們從薄涂層開始,逐步加厚,直到能夠通過沖擊測試,但此時(shí)葉片的重量過重。盡管非對(duì)稱涂層也提高了前緣的抗侵蝕能力,但它最終增加了過重的重量和成本,使我們超出了應(yīng)用目標(biāo)。”
2017年,該公司將其工作重心轉(zhuǎn)向?yàn)橥豢蛻羯a(chǎn)另一種發(fā)動(dòng)機(jī)部件。到了2018年,公司意識(shí)到其傳統(tǒng)工藝無法滿足成本和生產(chǎn)效率目標(biāo)。因此,格林特威德(Greene Tweed)開始著手開發(fā)必要的模塑工藝,并最終研究如何整合MLE。不過,首先他們希望確認(rèn)沒有其他方法能滿足沖擊要求。于是,科勒(Kohler)位于伊弗東(Yverdon)的團(tuán)隊(duì)開始開發(fā)一種在內(nèi)部進(jìn)行冰雹沖擊測試的方法,以及高速攝像記錄。
混合式葉片
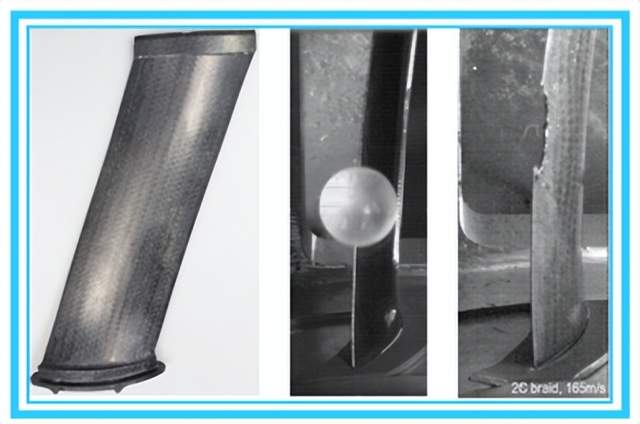
采用連續(xù)纖維編織層模塑在DLF芯材上的混合式導(dǎo)向葉片試驗(yàn)未能通過沖擊測試,在165米/秒的速度下受到直徑1.5英寸的冰雹撞擊后,前緣出現(xiàn)剝落。
“我們想看看能否通過將連續(xù)纖維與DLF結(jié)合,制造出無需MLE即可通過沖擊和侵蝕測試的葉片,”米斯說道。
“我們基本上用連續(xù)纖維復(fù)合材料層替換了金屬涂層,”科勒補(bǔ)充道。“我們還測試了由彎曲的實(shí)心交叉鋪層和準(zhǔn)各向同性層壓板模制的導(dǎo)葉,這些導(dǎo)葉經(jīng)過機(jī)加工以呈現(xiàn)導(dǎo)葉形狀,但它們的性能很差,出現(xiàn)了嚴(yán)重的分層和開裂。模制的混合導(dǎo)葉性能更好,因?yàn)檫B續(xù)纖維包裹在前緣,減少了分層。但沖擊測試仍顯示前緣有剝落。我們就是沒能達(dá)到預(yù)期目標(biāo)。因此,盡管不情愿,我們還是開始著手研究一種MLE解決方案。”
優(yōu)化工藝流程
格林特威德必須解決多個(gè)問題,才能成功制造出集成MLE的DLF導(dǎo)葉,但模壓工藝是其中的核心開發(fā)環(huán)節(jié)。“我們?cè)谥Ъ芎推渌考献鲞^很多金屬嵌件,但像這樣的MLE還是第一次,”科勒指出。“我們使用的工藝被稱為HyFusion,是格林特威德多年前獲得專利的。”
“這是一種經(jīng)過改良的壓縮成型工藝,帶有一點(diǎn)流動(dòng)特性—可以說是壓縮成型與注塑成型的一種混合體,” 米斯補(bǔ)充道。“它非常適合導(dǎo)向葉片的應(yīng)用,能讓我們獲得沿葉片長度方向的最佳纖維取向和排列。”
“但該工藝并未針對(duì)這種零件的產(chǎn)量進(jìn)行優(yōu)化—例如,每臺(tái)發(fā)動(dòng)機(jī)需要60片葉片,而每架飛機(jī)又需要多臺(tái)發(fā)動(dòng)機(jī),”科勒指出。“因此,我們必須考慮對(duì)工藝進(jìn)行改進(jìn),以縮短循環(huán)時(shí)間。”這種新工藝能夠?qū)崿F(xiàn)20分鐘或更短的循環(huán)時(shí)間,被稱為ColdFusion。“這是因?yàn)槲覀冊(cè)O(shè)定的目標(biāo)時(shí)間對(duì)于這些發(fā)動(dòng)機(jī)葉片來說是前所未有的—這屬于那種物理規(guī)律會(huì)阻礙你實(shí)現(xiàn)目標(biāo)的努力。ColdFusion意味著這是一項(xiàng)獨(dú)特的工藝成就,并且與我們傳統(tǒng)的復(fù)合材料工藝命名法(HyFusion)相匹配。”
“但我們確實(shí)優(yōu)化了在過程中添加和移除熱量的方式,” 米斯說道。“因此,這其中包含熱處理環(huán)節(jié),我們還優(yōu)化了裝備,包括高度的自動(dòng)化和過程控制。”
這種控制至關(guān)重要,因?yàn)閷?dǎo)流葉片用于引導(dǎo)氣流,科勒解釋道。“你需要控制翼型輪廓并確保表面光滑。要實(shí)現(xiàn)這一點(diǎn),你可以增加機(jī)加工和拋光步驟,但這會(huì)耗費(fèi)金錢和時(shí)間。或者,你可以確保零件從模具中取出時(shí)狀態(tài)完美。要做到這一點(diǎn),你必須對(duì)TPC材料在模具中的固化過程有深入的了解。你還必須優(yōu)化模具,以確保零件及其輪廓定義沒有變形。”
他補(bǔ)充道,這種變形和扭曲的預(yù)測相當(dāng)復(fù)雜。“我們花了相當(dāng)長的時(shí)間才將所有建模要素到位,從而能夠以這種方式制造這種零件。”
“我們當(dāng)時(shí)也很難獲得一種良好的、一致的表面光潔度,使其能夠滿足機(jī)翼的要求,”米斯說。“這需要大量的工藝和模具開發(fā),但現(xiàn)在葉片脫模后只需進(jìn)行簡單的去毛刺處理,就可以直接使用了。”

冷融合工藝步驟:預(yù)成型金屬前緣(MLE,黃色)和DLF材料(綠色)被放入模具(藍(lán)色)中(1)。然后關(guān)閉模具(2),DLF材料被壓縮并流入模具型腔(3)。成型完成后,打開模具,取出帶有共成型MLE的完全成型葉片(4)。
上圖展示了MLE是如何放入模具的。“我們將材料放入模具,加熱并施加壓力,使DLF材料流動(dòng),” 科勒說道。“然后將所有材料冷卻成一個(gè)整體部件。打開模具后,我們得到的是一片近凈成形的TPC導(dǎo)向葉片,只需去除飛邊即可。”
3D打印的MLE
解謎的最后一塊拼圖是如何開發(fā)一種能與ColdFusion工藝和PEEK DLF材料良好配合的MLE。“MLE需要在模具中具有正確的幾何形狀和位置,” 科勒說。“如果你從金屬板材開始,用于實(shí)現(xiàn)這種方法的生產(chǎn)工裝成本極其高昂,而且并不適合本質(zhì)上屬于研發(fā)的項(xiàng)目。使用3D打印使我們能夠以極低的工裝成本獲得具有正確幾何形狀的零件。”

嘗試了多種3D打印的MLE設(shè)計(jì),包括有助于與DLF層壓板實(shí)現(xiàn)互鎖的菱形結(jié)構(gòu)。
他繼續(xù)說道:“我們嘗試了多種幾何形狀,例如研究從前緣開始沿弦向的MLE需要多長。”“我們也研究過一些更寬的幾何形狀,但效果并不理想。后來,我們利用3D打印技術(shù)制造出菱形結(jié)構(gòu),實(shí)現(xiàn)了機(jī)械互鎖。這還有助于減少M(fèi)LE與TPC材料之間的熱膨脹系數(shù)(CTE- coefficient of thermal expansion)不匹配問題,因?yàn)榘l(fā)生沖突的材料長度變短了。”
“我們嘗試了各種方案,直到找到最佳解決方案,既能滿足165米/秒的冰雹沖擊要求,又能最大限度地減輕重量,”科勒說道。“顯然,金屬用得越多,葉片就越重。然后,我們必須獲得最佳的共模塑效果,以確保在ColdFusion過程中,這個(gè)MLE嵌件能始終固定在所需位置。因此,我們?cè)谶@些方面也進(jìn)行了開發(fā),現(xiàn)在已達(dá)到這樣的水平:如果發(fā)生失效,整個(gè)前緣會(huì)斷裂,或者葉片會(huì)斷成兩半—但前緣不會(huì)脫落,也不會(huì)在復(fù)合材料內(nèi)部發(fā)生任何位移。基本上,它會(huì)留在原位并一同斷裂。”
將OGV商業(yè)化,未來的旋轉(zhuǎn)葉片
這一發(fā)展由來已久,但米斯表示這是一個(gè)真正的成功故事。“我們不僅吸引了另一位客戶,并正在開發(fā)零部件以支持2026年下一代發(fā)動(dòng)機(jī)的測試,還將這種技術(shù)開發(fā)方法應(yīng)用到了新的客戶應(yīng)用中。”
在小型靜止和出口導(dǎo)葉(OGV- outlet guide vane)應(yīng)用方面取得這一成就后,下一步是開發(fā)更大的結(jié)構(gòu)葉片嗎?“我認(rèn)為那里存在機(jī)會(huì),我們也一直在探索旋轉(zhuǎn)葉片,但目前的首要任務(wù)是成功推出第一款產(chǎn)品,并在至少幾種不同的應(yīng)用中得到采用,”米斯補(bǔ)充道。“然后下一步肯定將是更大、要求更高、更具結(jié)構(gòu)性的應(yīng)用,可能會(huì)利用我們的一些混合開發(fā)成果來滿足大型商用發(fā)動(dòng)機(jī)的要求。”
然而,科勒警告稱,對(duì)于更大功率的發(fā)動(dòng)機(jī),即使是對(duì)靜止導(dǎo)向葉片(OGV)和其他靜止葉片,也存在更高的結(jié)構(gòu)要求。“基本上可以肯定,我們需要采用連續(xù)纖維的混合復(fù)合材料方法才能通過這些要求,這些要求本質(zhì)上是與強(qiáng)度相關(guān)的載荷工況,而不僅僅是我們?cè)谛⌒腿~片上必須克服的冰雹沖擊要求。”相反,對(duì)于旋轉(zhuǎn)葉片,如果你比較DLP與鋁的比強(qiáng)度,可以論證這種方法應(yīng)該能直接適用,但也會(huì)帶來不同的要求,因?yàn)槿~片是旋轉(zhuǎn)的。
他補(bǔ)充道,這些旋轉(zhuǎn)葉片或許并不需要復(fù)合材料,“但與目前正在商業(yè)化的靜子葉片相比,要對(duì)它們進(jìn)行認(rèn)證并投入飛行將復(fù)雜得多。不過,這絕對(duì)是未來我們開放的兩條研發(fā)路徑。目前,我們將專注于讓這些靜子OGV投入飛行,然后我們會(huì)看看我們的DLF材料和TPC部件能力將為航空發(fā)動(dòng)機(jī)及其他有助于航空業(yè)脫碳的應(yīng)用帶來哪些新機(jī)遇。”
原文,《Cutting engine weight via thermoplastic composite guide vanes》2026.1.21
楊超凡