
 English
English 簡體中文
簡體中文
































韓國航空航天工業公司通過焊接熱塑性復合材料機身部件、樹脂注入機翼蒙皮模塊以及扭力盒演示器,不斷提升其專業技術水平。

韓國航空航天工業公司(KAI)在2019至2023年間完成了多項大型熱塑性復合材料(TPC)及液態樹脂模壓、非熱壓罐成型(OOA)驗證件,并持續開展研發以鞏固其作為新一代單通道客機與電動垂直起降飛行器(eVTOL)復合材料機身全球量產一級供應商的技術優勢
韓國航空航天工業公司(KAI)是韓國規模最大、業務最全面的航空航天制造商。總部位于泗川市,成立于1999年,由三星航空航天、大宇重工航空航天部門和現代空間與飛機公司合并而成。KAI設計、開發和制造軍用及商用飛機,提供飛機維護和升級服務,并向空客、波音、巴西航空工業公司、貝爾直升機、以色列航空航天工業公司、Aernnova和柯林斯航空航天公司提供飛機零部件。該公司還設計和制造無人機、衛星以及太空運載火箭部件。
KAI穩步提升其專業能力,通過與洛克希德·馬丁公司聯合研制的T-50超音速戰斗機(包括尾翼和控制面)以及結構重量占比超30%的KUH"Surion"直升機(含復合材料尾梁和旋翼槳葉),實現了大型復合材料主承力結構的規模化應用。韓國KF-21"Boramae"戰斗機項目標志著KAI已具備獨立開展復合材料設計與分析的能力,包括機翼、尾翼和機身壁板等核心部件。
作為全球空客和波音供應鏈的一部分,KAI開發了用于機翼和機身組件的自動纖維鋪放(AFP)技術和先進熱壓罐固化工藝。該公司還投資了樹脂傳遞模塑(RTM- resin transfer molding)技術,并開始研究其他非熱壓罐(OOA- out-of-autoclave)工藝以及熱塑性復合材料(TPC- thermoplastic composites)。在尖端制造和研發設施的支持下,KAI持續推動復合材料技術在其各業務領域的發展。
關鍵案例是KAI在2019-2023年間研發的3米高、2米寬的TPC機身段,其中包含自動鋪絲成型蒙皮、連續壓縮成型(CCM- continuous compression molded)長桁、沖壓成形角片以及再生材料壓縮成型的舷窗框,并采用了感應焊接和電阻焊接進行裝配。該公司還最新展示了一款1.5米長的感應焊接TPC機翼控制面。
在2019-2023年的另一項目中,KAI研究了OOA結構,包括采用樹脂灌注工藝制造的4.1×1.5米弧形機翼蒙皮段(帶整體桁條)以及使用灌注與同等合格RTM(SQRTM-)工藝的扭力盒驗證件。
這讓人聯想到由空客主導的多方合作項目,如“多功能機身演示件,MFFD-Multi functional fuselage demonstration”和“明日之翼,WOT-Wings of Tomorrow”計劃。韓國航空航天工業公司(KAI)完成了這些研發工作,旨在探索與傳統復合材料相比可能存在的競爭優勢及技術成熟度。KAI材料與工藝團隊負責人宋敏煥(Min Hwan Song)博士表示:"我們得到了韓國政府的支持,以深化理解、提升專業能力,并鞏固我們作為一級供應商的地位,為下一代單通道飛機和電動垂直起降(eVTOL)機體結構的高產量生產做準備。"
TPC機身驗證壁板

KAI的TPC機身壁板演示器首先通過以下步驟進行蒙皮制作。
"我們制作這款驗證機的目標是為未來飛機可能采用TPC結構做好準備,"宋(Song)表示,"同時為原始設備制造商(OEM)拓寬選擇范圍。"為實現這一目標,韓國航空宇宙產業(KAI)與韓國制造商、研究機構和大學展開合作,并獲得了荷蘭皇家航空航天中心(NLR, Marknesse)的協助,還借鑒了東麗先進復合材料公司(TAC, 荷蘭尼杰爾達)的專業技術——該公司使用英國威格斯(Victrex, 克利夫蘭斯)的LMPAEK聚合物制作了TC1225碳纖維預浸料。
"我們選擇這種材料,是因為相比制造主結構常用的PEEK和PEKK,其加工溫度相對較低,"KAI公司TPC項目高級研究工程師李海東(Haedong Lee)解釋道,"由于TPC材料的特性,加工溫度越高,工藝窗口的設定就越困難。高溫還會延長加工時間,且因輔助材料劣化及模具熱膨脹導致質量穩定性難以控制。"
該項目首先制作了寬1.3米、高1.0米的技術成熟度驗證件(TRP- technical readiness part),包含兩根長桁、三個框和兩個窗框,旨在發現潛在問題并在最終驗證件生產前確定工藝參數。尺寸選擇基于現有裝備和預算條件。
AFP蒙皮+固結
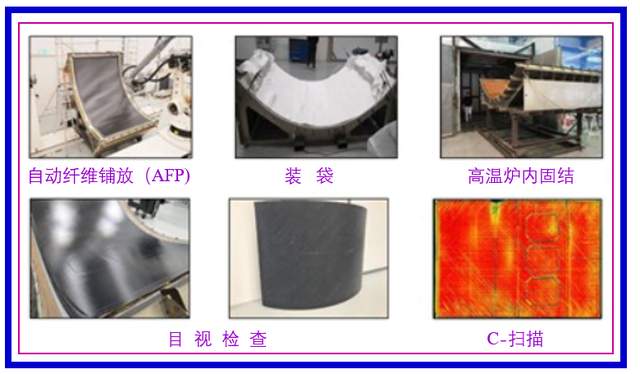
AFP鋪放和機身蒙皮的固結是在NLR使用其Coriolis Composites(法國Quéven)AFP設備和0.25英寸寬的單向(UD)膠帶完成的。"我們評估了熱壓罐、烘箱和原位固結,"宋說,"由于后者鋪放速度慢且內部孔隙率高,需要加熱模具來緩解熱應力,因此排除了它。為了生產更具行業挑戰性和成本競爭力的零件,我們選擇了烘箱固化,并實現了與熱壓罐固化樣品相當或相似的孔隙率水平。"
“由于熱塑性樹脂的高粘度,在僅使用1巴壓力的真空袋工藝(VBO-vacuum bag only)中對大型3×2米蒙皮進行烘箱固結時控制內部空隙是最具挑戰性的部分,” 李指出。“隨著蒙皮厚度和尺寸的增加,出現空隙的風險也隨之上升。”為解決這一問題,KAI優化了袋裝材料的布局—特別在蒙皮的內外模線(IML、OML)上應用剝離層—并在自動纖維鋪放(AFP)過程中階梯式鋪設邊緣,以改善固化過程中邊緣揮發物的排出。
KAI還采用了兩步固結工藝,整個過程在7小時內完成。"首先在285°C下保溫使預成型件/模具達到熱平衡,"宋解釋道,"這促使預成型件整體均勻熔化,在最終355°C保溫前減少了內部滯留空氣。"該固結循環工藝由TAC推薦,同時推薦的封裝材料還包括來自Airtech國際公司(美國加州亨廷頓海灘)的以下產品:A8003G型粘性膠帶、Release Ease 234 TFP脫模布、UHT Airweave US7781型玻璃纖維透氣氈以及50微米厚的Thermalimide封裝薄膜。此外還使用了鋁板墊板以及UBE株式會社(日本東京)生產的Upilex耐熱聚酰胺脫模薄膜。
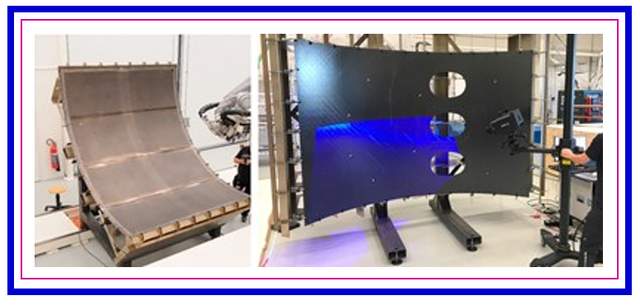
TPC蒙皮鋪設與固結模具由四塊科瓦合金焊接而成(左圖),而金屬框架則用于垂直固定已完成蒙皮,以便通過結構藍光掃描儀進行檢測(右圖)
對于鋪層和固結模具,KAI原本計劃采用科瓦合金(Kovar),這是一種鐵鎳鈷合金,其熱膨脹系數(CTE-coefficient of thermal expansion)極低,類似于因瓦合金(Invar)。然而,在項目周期內難以獲取與機身蒙皮表面積相當的大型科瓦合金材料。"因此,我們獲取了四塊科瓦合金并通過焊接拼接,"李解釋道,"盡管在高溫烘箱固結過程中存在真空泄漏的風險,但在荷蘭航空航天中心(NLR)的技術支持下,我們成功使用了該模具,未出現重大故障。"
該模具設計時已考慮到補償因模具與零件之間熱膨脹系數差異導致的變形,以及冷卻過程中的內應力影響。“這意味著鋪層和固結階段的模具輪廓與CAD中指定的不同,”李解釋道,“因此不適合作為外模線檢測工具來檢查成品零件的變形情況。”
相反,KAI設計了一個具有正確曲率的金屬框架,并將其安裝在鴨腳支架上,以便在垂直豎立蒙皮時進行檢查。這種做法防止了蒙皮表面因重力作用而發生平面彎曲變形。按照復合材料行業沿用數十年的標準方法,每隔300毫米對蒙皮施加4.5公斤載荷,以確保其與檢測框架充分接觸。使用ATOS 5(德國奧伯科亨蔡司公司生產)結構藍光掃描儀對內模線表面進行計量掃描的結果顯示效果良好,而塞尺檢測則表明金屬框架與外模線表面之間的間隙近乎為零。
該成功完成的蒙皮部件實現了每分鐘30米的快速鋪放速度,通過無損檢測(NDI-nondestructive inspection)和包括差示掃描量熱法在內的破壞性測試證實,其孔隙率低于1%且結晶度充分。"我們驗證了烘箱固化自動鋪放工藝可作為熱壓罐在薄壁結構制造中的可行替代方案,"宋表示,"但熱壓罐固結能為更厚結構提供降低空隙率和孔隙度所需的高壓。在機身蒙皮制造中,我們圍繞舷窗鋪設了40層材料并取得良好效果,因此將繼續探索該工藝的厚度極限。"
CCM長桁
連續壓縮模塑(CCM-Continuous compression molding)技術在生產長桁等零件時表現優異,宋先生指出。但最終演示件所需的Ω型長桁需要12層鋪層,鋪層順序為[45, 0, -45, 90, 45, 0, 0, -45, 90, -45, 0, 45]。"這需要對標準的0°單向帶卷材進行再加工,"他解釋道,"需按±45°和90°方向切割、縫焊后重新卷繞成相應角度的卷材—整個過程耗時費力。如果材料供應商能直接提供這些預制成型的卷材,CCM技術將展現出顯著的生產效率優勢。但該技術的競爭力仍存疑,因為這種材料的預期成本也將遠高于傳統熱固性預浸料。"
為制造12根1.9米長的長桁,KAI決定省去材料準備時間,直接使用12英寸寬的UD膠帶通過點焊制成平板坯料。隨后這些坯料在韓國紡織開發研究院(位于韓國大邱)使用Teubert(德國布隆伯格)CCM成型機進行加工成型。
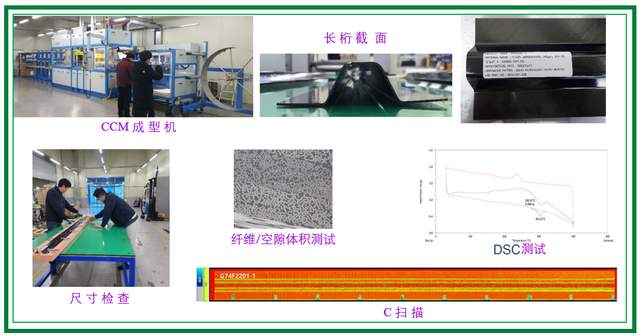
采用連續壓縮成型(CCM)工藝生產了12根1.9米長的長桁,這些長桁后續將被焊接至完成的TPC蒙皮上。
李指出,早期出現的厚度方向裂紋"源于CCM壓機加熱區溫度不足和結晶不充分"。該CCM裝備在壓制區域設有加熱區,可執行加熱、成型(同時保溫)和冷卻(固結)工序。"如果冷卻速率過快,"他解釋道,"熱塑性樹脂無法充分結晶,當成型壓力作用于冷卻區的部件時,就可能產生厚度方向的裂紋。"這些問題在小型TRP驗證件生產過程中已被發現并解決。通過優化加熱區溫度,我們最終實現了100%的結晶度,消除了1.9米長的長桁上的裂紋。借助對成型冷卻過程中變形特征的分析,我們在模具中加入了補償設計,從而將孔隙率控制在<1%,同時實現了厚度均勻性和幾何精度的高度一致。
沖壓成型框、連接角片
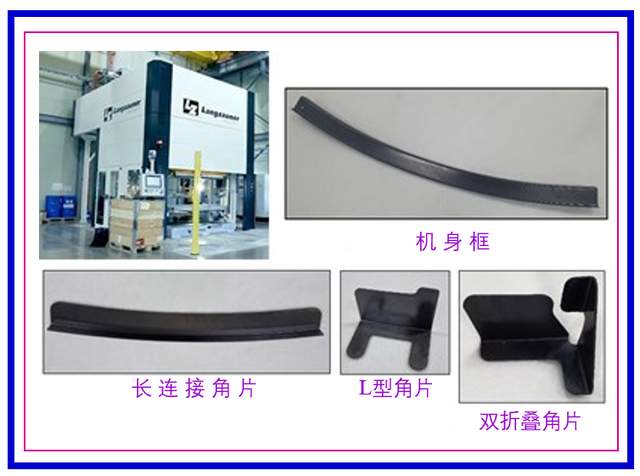
KAI為TPC機身壁板演示器制作了沖壓成型的框和角片。
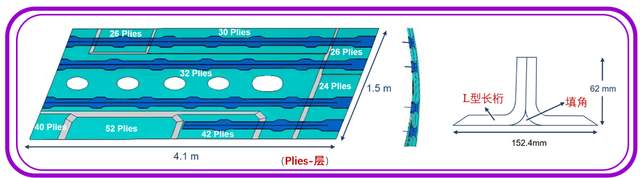
宋表示,根據壓機尺寸的不同,沖壓成型被認為是生產中型至大型熱塑性復合材料(TPC)零件(約3米)最可靠的工藝。KAI利用其自主研發的1000千牛壓力機(壓板尺寸500×500毫米)生產小型角片(120×30×60毫米,長×寬×高),并采用350-4000千牛的Langzauner(奧地利蘭布雷希滕)壓力機(壓板尺寸2000×1000毫米)制造長型角片(680×30×60毫米)和框 (1200×50×60毫米)。
UD TC1225膠帶層壓板由工裝框架中的張緊器固定,在紅外烤箱中預熱后通過機器人轉移到壓機中。最初的TRP部件驗證了變形補償工裝的有效性,同時通過優化層壓板和張緊器,并利用AniForm軟件(AniForm Engineering,荷蘭恩斯赫德)進行成型分析,減少了壓制過程中的褶皺。最終,生產出了四個1.5米長的框用于最終展示件,以及更復雜的雙折疊和L型角片,所有零件的纖維體積分數(FVF- fiber volume fraction)均為58-60%,具有足夠的結晶度、恒定厚度和<0.1%的孔隙率。<>
“最具挑戰性的環節是開發大型曲面框的沖壓成型工藝,”李解釋道,“每個框被分成三個部分進行沖壓加工,隨后通過緊固件組裝成整體結構。但這類零件常用的準各向同性層壓板在沖壓過程中容易引發纖維褶皺。以往我們需要在自動纖維鋪放(AFP)階段采用纖維導向(fiber steering)技術來解決,但這次通過優化張緊工藝成功攻克了這個難題。”
壓縮成型回收材料
KAI希望探索利用回收廢料和加工廢料制造部件,因此設計了600×450毫米的客艙窗框結構,在機身模塊中驗證這一理念。團隊收集了蒙皮、長桁、框和角片制造過程中產生的TC1225 UD材料廢料并進行粉碎處理。

將來自蒙皮、長桁、框和角片的廢料粉碎并篩分成約1英寸長的薄片,與純樹脂混合后擠出成型,隨后放入匹配的模具中,經壓縮模塑制成窗框。
"我們原本希望采用1英寸長的纖維來獲得更高機械性能,"李解釋道,"并在粉碎環節嘗試控制纖維長度,但最終仍存在長短不一的情況。通過篩分獲得相對均勻的薄片后,我們混入LMPAEK純樹脂顆粒進行高溫處理以提升成型能力。"隨后將擠出混合物置入配套模具進行壓縮成型。
"盡管混合材料在模具內的分布相對不均勻,但高樹脂比例確保了型腔的完全填充,"宋指出。"樹脂比例較低的區域增加了表面缺陷,降低了纖維的鋪展性,從而導致產品內部FVF存在差異。"盡管如此,KAI仍成功模制出孔隙率<0.1%、結晶度100%、平均fvf達30%的部件。<>
機身壁板組裝
組裝工作從將長桁感應焊接至機身蒙皮開始。KAI采用了美國紐約州羅切斯特Ambrell公司的10千瓦感應加熱系統,并與自主研發的機械臂集成。"我們最初與NLR合作探索了織物有機板材和單向帶兩種方案,"李指出,"而為單向帶設計和優化感應線圈更具挑戰性。"

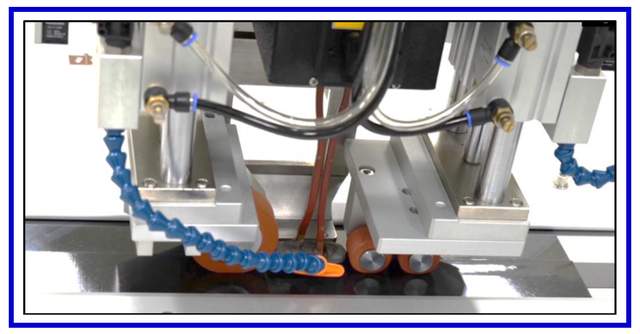
TPC演示機的組裝從將長桁(圖中藍色部分)感應焊接到蒙皮(頂部)開始。感應焊接頭(右上)采用多滾輪加風冷系統(藍色管道)。長角片采用電阻焊與蒙皮連接,而雙折角片、L型角片和拼接件則使用粘接工藝。
"焊接過程中,我們使用滾輪施加壓力,"他繼續解釋道,"但精確定位到感應加熱熔融界面的確切位置十分困難。我們還用空氣冷卻感應線圈附近的復合材料表面,該區域容易過熱。我們在感應焊接界面實現了快速加熱和冷卻,但冷卻過程阻礙了充分結晶,導致變形。為此,我們在焊接模具中加入了加熱筒來減緩冷卻速度。"
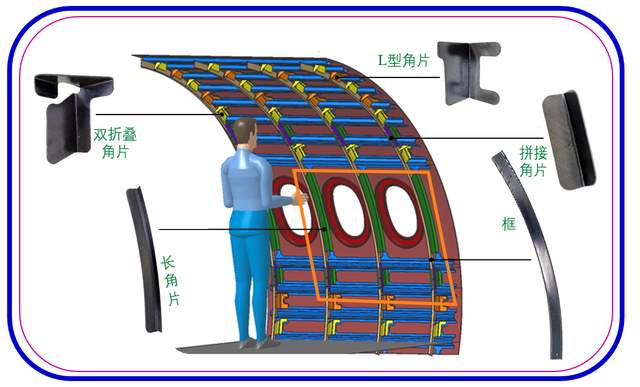
在框組裝過程中,KAI采用電阻焊將長角片固定于蒙皮,同時使用航空級環氧樹脂膠粘劑將小型連接件—包括雙折角片、L型角片以及拼接件—粘接到機身蒙皮與框上。隨后通過機械緊固件安裝窗框結構。
對于這兩種焊接工藝,KAI通過精確控制接頭及周邊層合板溫度,實現了高強度焊接且不損傷材料性能。該工藝有效解決了邊緣效應問題,并最大限度減少了未焊接區域。"在長桁焊接中,"李解釋道,"25.4毫米寬的構件約有17毫米區域采用感應焊接,單搭接剪切測試強度達到25兆帕。超聲波C掃描顯示焊接接頭超聲衰減低,具有優異的完整性。"
KAI持續推動技術發展。"通過改進加壓方式及其他方面的優化,"李表示,"我們現在無需使用感受器或樹脂薄膜,僅通過感應焊接就能實現32-35兆帕的焊接強度。"他指出KAI尚未嘗試在已內置金屬網雷擊防護層(LSP-lightning strike protection)的結構件上進行感應焊接。本次演示件采用的是先感應焊接后加裝LSP的工藝方案。"但這正是我們正在攻關的方向,"李補充道,"我們同時也在探索,是否可以通過在成型件外層鋪設碳纖維織物來實現回收零部件的感應焊接組裝。"
機翼蒙皮驗證件
KAI的第二個重點項目采用液體樹脂成型工藝制造機翼蒙皮與翼盒結構。項目再次使用TRP研究樣機來識別潛在缺陷并優化工藝參數。針對機翼蒙皮演示件,團隊將1.5×1.2米的TRP樣件升級為4.1×1.5米規格,并賦予蒙皮更復雜的幾何形狀與曲率設計。
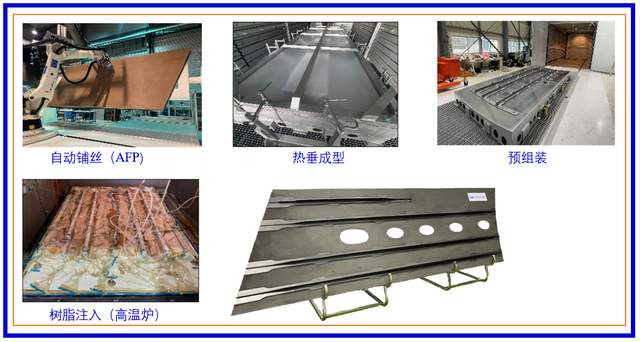
KAI的機翼蒙皮模塊演示器采用了自動纖維鋪放(AFP)技術鋪設干纖維單向帶作為蒙皮和桁條坯料。通過熱壓成型工藝制造L型長桁預制件,并對組裝好的蒙皮-長桁鋪層進行樹脂灌注,最終形成整體融合結構。
與"明日之翼"項目中采用的無卷曲織物(NCF-noncrimp fabric)不同,KAI公司使用了干纖維帶的自動鋪放技術(AFP)。"這使我們能夠制作出具有競爭力的原型機,相比NCF預成型件大幅減少了材料損耗,"宋表示,"在這個驗證機上,我們采用了15.3米單通道飛機主翼的翼型,選取了包含完整長桁、短長桁和檢修艙門等關鍵特征的典型截面進行制作。"
經過評估分析,KAI選用了赫氏公司(美國康涅狄格州斯坦福德)生產的HiTape單向帶和HexFlow RTM6-2環氧樹脂。0.25英寸寬的纖維帶以0.6米/秒的速度完成自動鋪放。長桁制造首先通過自動鋪放形成坯料,再使用熱壓成型裝備加工成預制件。"這套系統是KAI通過與工裝夾具合作伙伴共同開發的,"李解釋道,"它被安置在加熱爐內,采用可重復使用的硅膠膜,當爐溫達到特定值時即啟動真空壓力。"
長桁在120°C下預成型15分鐘后與AFP蒙皮進行組裝。"為確保長桁定位精度,我們在根部和尖端部位都安裝了導向模具,"宋解釋道,"對于較短長桁的初始定位,除了根部導向模具外還專門制作了獨立夾具輔助定位。"
烘箱,樹脂灌注
完成后的皮膚成型器組件隨后被裝入真空袋中,并準備進行灌注。“為了克服樹脂供應不足的問題,”宋指出,“從一開始就確立樹脂進、出口的設計與容量以及整體的灌注設置至關重要。另一個關鍵因素是樹脂制動器——從部件最大包絡線末端(MEOP- maximum envelope of par)無流動介質處算起的長度——它控制著樹脂在平面內的流動速率。其他關鍵因素還包括所使用的流網層數量以及模具工具的表面粗糙度,這兩者都會影響樹脂的流動情況。
融合和固化過程均在烘箱中進行。"我們這樣做是為了確保溫度分布均勻,因為樹脂粘度對溫度高度敏感,"李解釋道。"樹脂輸送管線采用了耐熱材料,并內置銅管以增強耐熱性。"首先在120±5℃下保持120分鐘以確保樹脂充分浸漬,隨后在180±5℃下進行第二階段固化。未進行后固化處理。
該部件制作成功,使KAI能夠積累專業知識,將模擬與實際樹脂流動及加工時間進行對比,并根據原始設備制造商(OEM)的生產效率要求對這些參數進行評估。
采用灌注技術的扭力盒,SQRTM
該計劃的下一階段包括制造兩款多梁式扭力盒演示件,這些樣機取材自一款大型飛機水平尾翼的設計(編譯注:是波音787的水平尾翼)。兩款樣機均包含兩層蒙皮和四根梁(主承力梁用于加強盒體結構,而長桁僅用于加強蒙皮),其中一款采用樹脂灌注工藝,另一款則采用 SQRTM 技術。SQRTM 始于預浸料鋪層,而非干纖維預成型體,并通過匹配模具的 RTM 工藝將相同樹脂從預浸料中注入。正如 2010 年 CW 雜志的一篇文章中所述:“樹脂的目的并非浸透預浸料,而僅是為了在模具內維持穩定的靜水壓。”其結果是制造出一款使用已獲認證的航空航天材料的優質部件。
"我們得以對比兩種工藝的成果,并評估各自的優缺點,"宋表示,"同時針對每種工藝優化了扭力盒的造型、成本和交付周期,獲得了關于質量、生產時間和成本的實踐經驗值。"

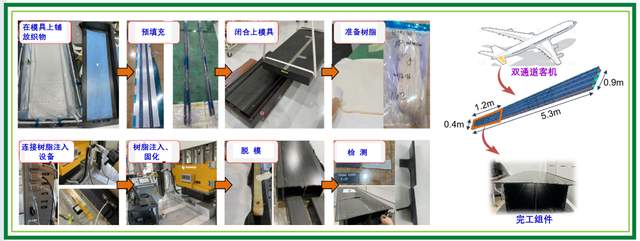
KAI樹脂注入扭力盒示范件的工藝流程包括對蒙皮-梁層壓組件進行雙真空袋封裝,以及該公司在烘箱內進行的樹脂注入工藝。
這款樹脂注入扭轉盒長5.3米、寬0.9米,采用了來自美國俄亥俄州辛辛那提A&P Technology公司的QISO三軸編織織物。KAI公司SQRTM項目高級研究工程師吳承洙(Seung-su Woo)表示:"織物選型始于對編織預成型件及其特性的研究。"由于單組分RTM 6樹脂受危險品運輸限制,KAI采用了雙組分HexFlow RTM6-2樹脂。赫氏(Hexcel)公司宣稱兩者具有完全相同的化學成分和性能,但吳承洙指出RTM6-2確實需要額外的預處理、預熱和混合工序。
材料被切割并手工鋪放在模具上。翼梁首先使用高密度纖維板(HDF)進行預成型。蒙皮與梁的組件隨后被放入真空袋中密封。"樹脂灌注的一個缺點是泄漏風險很高,"吳承洙說道。"為了克服這一點,我們采用了一種稱為雙重袋裝的技術。我們先是使用了常規的真空袋材料,然后用包裝薄膜作為主真空袋。接著我們又添加了透氣材料并覆蓋了第二層包裝薄膜,這就形成了第二個真空袋。即使第一個袋子出現泄漏,第二個袋子也能維持真空壓力,從而有效地消除了泄漏的風險。"
將雙層復合袋壓層板放入樹脂灌注爐中。RTM6-2樹脂經過脫氣處理后,在模具溫度95-100℃、樹脂溫度90-95℃條件下注入干燥預成型體。灌注過程耗時70-80分鐘完成,隨后在180±5℃下固化120分鐘。
該結構件成功制成后,通過超聲波C掃描檢測其質量,并測試驗證了層壓板的玻璃化轉變溫度和固化程度。采用激光跟蹤儀對蒙皮進行了尺寸檢測,同時對翼梁的位置、厚度及曲率半徑進行了測量。李指出,測試過程中發現的最顯著問題是翼梁曲率幾何形狀存在不一致性,特別是在真空袋壓側。"最終結論是,必須通過改進模具或調整制造工藝來解決這個問題。"
KAI采用相同認證樹脂傳遞模塑(SQRTM- same qualified resin transfer molding)工藝制作扭力盒演示件的步驟。
SQRTM扭力盒尺寸較小,長1.2米×寬0.4米,以降低匹配模具所需的成本。KAI采用赫氏(Hexcel)HexPly 8552環氧樹脂預浸料搭配平紋碳纖維,并使用美國猶他州鹽湖城Radius Engineering的RTM裝備進行樹脂注入,同時結合KAI的Langzauner壓機施加固化壓力。樹脂注入溫度為104±°C,并在180±5°C下約5小時內完成固化。
“我們通過生產TRP原型改進了這一工藝,并取得了令人非常滿意的成果,” 吳承洙說。“盡管我們通過樹脂灌注獲得了高質量的結構,但我們認為SQRTM或RTM更適合這些盒式結構,因為匹配的模具能帶來更精確的幾何形狀。灌注工藝的單面模具會導致袋側零件特征的精度問題。最終,這項工作進一步提升了我公司在OOA工藝方面的內部技術能力和專業知識。”
合格材料,未來生產
KAI已獲得韓國適航部門對TC1225材料、HiTape干纖維UD帶及HexFlow RTM6-2樹脂的認證。"這些材料性能數據可用于國產機身部件的研發,"宋表示,"但根據具體結構可能需要測試更多性能參數。特別是對于熱塑性復合材料(TPC),已為未來在國內自主飛行器上的應用奠定了基礎。"
“然而,我們認為焊接技術還需要進一步研究才能達到熱固性復合材料粘接工藝(共粘接、共固化、二次粘接)的成熟度,”李說道。“KAI正在持續研究感應焊接、電阻焊接和超聲波焊接,同時我們也認為熱塑性復合材料廢料的模塑成型是一種環保工藝。盡管纖維長度和分布不均可能導致零件物理性能不一致,但隨著技術的進步,我們看到了這類材料在次級結構件上的巨大應用潛力。”
宋表示:"我們持續專注于為各大OEM項目開發和制作機身部件,目標是支持新一代單通道飛機實現每月60-100架的產量。這些示范項目發揮了關鍵作用,幫助我們鎖定最具競爭力的工藝來生產高質量復合結構,并縮短節拍時間。隨著客戶提出更高產量需求,我們將建立相應的基礎設施來滿足要求。"

原文,《KAI demonstrates thermoplastic and infused structures for future airframes》 2025.12.22
楊超凡 2025.12.23