
 English
English 簡體中文
簡體中文
































Kennametal探索復合材料鉆孔技術新突破(包括疊層材料),以應對航空航天應用與可持續發展需求。

按零件尺寸劃分的循環成本趨勢
肯納(Kennametal)金屬的HiPACS鉆孔和埋頭孔加工刀具專為高精度加工設計,可提升航空航天制造效率與精度。
提升性能并制造更輕更強的部件始終是航空航天業的驅動力,這促使制造商不斷突破創新極限。其中包括開發用于碳纖維增強聚合物(CFRP)復合材料(含熱固性與熱塑性材料)鉚接孔加工的刀具方案,這些材料廣泛應用于機身、擾流板、機翼蒙皮及其他關鍵部件。
全球刀具制造商肯納(Kennametal)金屬公司(美國賓夕法尼亞州匹茲堡)表示,深諳復雜鉚釘孔鉆削工藝的精髓—尤其在加工層疊板材時。隨著碳纖維復合材料(CFRP)因其顯著的減重優勢而全球需求激增,加工過程中可能面臨頻繁換刀與設備調試等挑戰。肯納金屬持續研發能提升加工效能的切削刀具系統,以攻克這些難題并滿足行業需求。
復合材料鉆鉚釘孔的挑戰
鉆鉚釘孔通常在碳纖維增強復合材料(CFRP)或CFRP混合材料疊層(如與鋁或鈦復合)上進行。由于CFRP具有磨蝕性和各向異性特性,其加工頗具挑戰性;材料的強度和剛度會隨纖維方向及復合材料鋪層方式而變化。若操作不當,鉆削這些材料經常會導致分層、纖維拔出甚至鉆孔錯位等問題。因此,控制切屑、保持嚴格公差、避免纖維損傷并最大限度減少毛刺形成以保持工件完整性,顯得至關重要。
為確保持續獲得最佳的復合材料鉆孔效果,可采取多種方法,如分小步進量去除材料、選用合適的刀具與進給速率,以及優化鉆孔循環流程以保證孔壁光潔度。
肯納金屬公司CFRP與航空航天裝配及未來解決方案工程技術項目經理史蒂夫·格雷(Steve Gray)指出:"要應對復合材料加工的挑戰,關鍵在于運用能提升精度并保持工件品質的加工策略。建議采用專用刀具、調整加工參數并優化工藝流程,以實現最佳加工效果。"
層壓板堆疊的一個問題是保持鋒利的切削刃,這能降低加工所需力度,減少毛刺形成和分層的風險。同時需密切關注刀具磨損,過度磨損會導致摩擦增大、熱量增加,進而提高分層和纖維拔出的風險。采用金剛石涂層或多晶金剛石(PCD- polycrystalline diamond)鉆頭加工多材料堆疊時,可顯著提升切削性能和刀具壽命,使保持嚴格公差變得更為容易。
另一種可能的輔助方法是采用啄式循環(也稱為啄鉆或啄銑)。這項技術通過多次淺層進給代替單次深層切削,能有效清除切屑并保持碳纖維復合材料/金屬疊層處于低溫狀態。它可以防止孔內堆積金屬碎屑——這些碎屑在排出時可能侵蝕碳纖維材料。該方法還能避免刀具過熱,從而防止樹脂達到玻璃化轉變溫度而導致復合材料工件受損。
誠然,如上述所言,熱量積聚不僅是可能損壞工件的關鍵因素,同時也會縮短切削工具的使用壽命。值得注意的是,熱塑性復合材料雖然不易出現分層問題,但在鉆孔過程中更容易積聚熱量并產生變形。而熱固性復合材料雖具有優異的熱穩定性,在高溫下不會熔化,但鉆孔產生的熱量仍可能導致材料熱降解,影響復合材料的機械性能。CFRP-鈦合金混合復合材料帶來了更多挑戰,需要同時處理兩種材料的工藝技術。
采用冷卻液策略是另一種控制溫度的選擇。例如,在刀具切削刃上提供微量潤滑(MQL -minimum quantity lubrication)可以減少摩擦和熱量積聚。
生態友好環境的可持續解決方案
除了提升復合材料切削效率外,刀具供應商還將可持續性作為首要任務——即尋求最大限度減少浪費和降低能耗的解決方案。微量潤滑技術(MQL)是實現減廢的理想選擇——通過在鉆削鉚釘孔時直接將定量潤滑劑施加至切削區域,冷卻液使用量得以顯著降低。采用液態二氧化碳的低溫冷卻技術是另一種降低刀具切削刃溫度的有效方法。該技術能使刀具保持極低溫度,有助于減少刀具磨損并延長切削刃使用壽命。
肯納金屬公司鉆削和螺紋加工刀具全球產品經理格奧爾格·羅斯(Georg Roth)表示:"我們經常接到客戶咨詢,詢問如何減少碳足跡。這涵蓋了從延長刀具壽命、降低硬質合金消耗到使用可回收包裝材料等各個方面。"
除了采用刃口鑲嵌技術減少浪費或使用模塊化刀柄系統外,翻新與重磨服務旨在修復現有切削刀具以延長其使用壽命。這不僅通過減少材料用量助力可持續發展,還能有效降低單孔加工成本。

肯納金屬切削刀具解決方案配備先進的端銑刀和鉆頭,可提升復合材料加工的精度與性能
提升設計與性能
隨著鉆具和技術的不斷進步,CFRP和熱塑性塑料等材料的結合,使肯納公司在鉚釘孔層壓材料堆疊鉆孔技術上取得了重大創新。
以模塊化鉆頭為例,其具備高剛性特性,適用于多種材料加工。經超高拋光處理的排屑槽能實現高效排屑,且耦合部位完全隔絕了切屑流與工件接觸。
分點纖維(SPF- Split point fiber)硬質合金鉆頭采用針對復合材料及復合材料疊層加工的專用設計。多層化學氣相沉積(CVD- multilayered chemical vapor deposition)金剛石涂層能顯著提高刀具壽命,具有優異的耐磨性能。90°頂角設計增強了切削刀具的對中能力,并有效減少分層現象。
雙刃角(DAL- Double angle)鉆頭專為碳纖維復合材料(CFRP)與金屬疊層鉆孔設計。其獨特的雙刃角結構既能實現精準定心,又能最大限度減少金屬側出口處的毛刺現象。該鉆頭適用于所有疊層組合:無論是CFRP-鈦-鋁(CFRP-Ti-Al)三層結構,還是CFRP-Ti、CFRP-Al雙層組合,乃至純鈦或純鋁材料。經過高度拋光的排屑槽確保切屑順暢排出,即便在使用微量潤滑(MQL)工藝時也能保持優異表現。
正確的鉆頭幾何形狀對于鉚釘孔鉆孔同樣至關重要,它能確保孔徑精確與定位對準,有效減少熱量并促進高效排屑——最終使得飛機的結構完整性更為牢固。
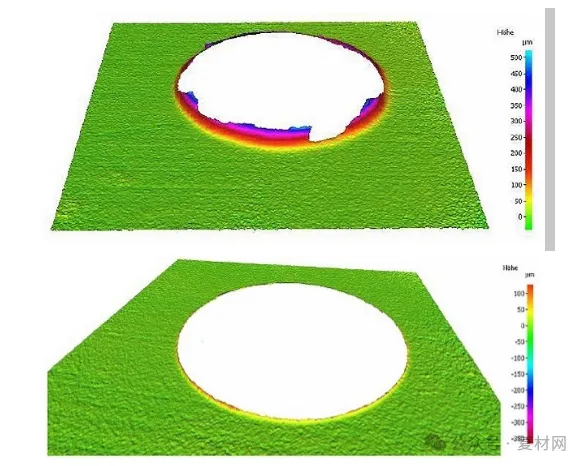
肯納金屬公司對碳纖維-鈦合金疊層鉆孔Ti6Al4V(3.7164)進行了出口毛刺分析,比較通用鉆頭幾何形狀(上圖)與肯納金屬DAL幾何鉆頭(下圖)的毛刺尺寸效果。結果顯示毛刺尺寸分別≤0.48毫米和≤0.06毫米。
HiPACS鉆孔與锪窩工具是另一款高精度系統,在航空航天緊固件孔加工中可實現1°的锪窩角度公差。該工具設計用于標準液壓卡盤夾持,由三大標準組件構成:帶內置高精度刀座(用于安裝锪窩刀片)的變徑套筒、PCD材質锪窩刀片,以及采用SPF與DAL刃型設計的整體硬質合金或PCD鉆頭。這種易于組裝的系統能實現鉆孔倒角一次成型。各組件均可獨立更換,因此只需替換磨損部件,其余部分仍可繼續使用。
HiPACS精密刀具系統中的刀片安裝在槽內,能夠形成最佳的過渡半徑/倒角形狀,防止孔與埋頭窩之間出現臺階。此外,該系統的靈活性可以減少傳統整體式刀具的背包數量。直柄設計允許在10毫米范圍內進行高度調節。這一精密系統提供的間隙使鉆頭能保持3-5微米的徑向跳動。
在一項實際應用中,一家一級航空航天供應商尋求降低其整體式組件(monoblock assemblies)的成本和復雜性。肯納金屬(Kennametal)介入并用其HiPACS系統替代了現有的整體式刀具組件,該系統實現了單孔最低成本,并顯著減少了物品(Item)數量。

肯納的HiPACS精密刀具系統展示可調節刀片高度的功能。
一個導向裝置可以發揮作用
鉚釘頭不得凸出飛機蒙皮表面,否則會產生湍流和阻力。相反,通過埋頭窩加工可實現齊平表面,使鉚釘頭與表面平齊。由于機械裝備的可達性限制,埋頭窩操作通常需手工完成。為解決這一難題,KenShape MaPACS和MaxPAC S導向式PCD沉孔鉆專為手工埋頭窩應用中的便捷操作而設計,其微調止動裝置能精準控制加工深度。這確保埋頭窩加工時能保持穩定一致的品質。
鉚釘孔鉆孔的未來發展
鉚釘孔鉆孔是航空航天制造中的關鍵工序,復合材料應用的轉變正推動著刀具技術的進步。基于這一點,肯納看到了復合材料制孔的新方向。例如,正在研發的傳感器能夠在鉆孔過程中進行引導、監測和調整,以防止刀具磨損和材料損傷。這將實現實時優化,不僅能完善制孔工藝,還能提升效率。
例如,肯納金屬近期與客戶合作推進"單向裝配"項目,該項目旨在開發基于傳感器的技術以優化飛機裝配中的疊層鉆孔工藝。通過傳感器確保鉆孔符合規格要求,可消除清潔、拆卸和檢測環節,從而顯著節省飛機零部件的制造時間和成本。
航空航天業對更高性能和更輕量部件的追求推動了切削工具的革新,隨著對碳纖維復合材料(CFRP)需求的增長,這一趨勢還將持續。
原文,《Addressing rivet hole drilling challenges for aerospacelw composites》