
 English
English 簡體中文
簡體中文

































完成8米長的熱塑性復合材料(TPC)機身,包括MFFD右側(RH)縱向機身接頭的連續超聲波焊接(左)和上下機身框的電阻焊接(右)。
多功能機身演示器是一個為期約10年的清潔天空2(現在的清潔航空)項目,它生產了最大的飛機結構——一個直徑為8×4米的機身段——完全由熱塑性復合材料制成。此外,其無數零件被焊接在一起,旨在展示“無塵組裝”,這可以消除在復合材料主要結構中鉆孔和安裝緊固件的多步過程鏈、勞動力、時間、成本和重量。
CW多年來一直通過多篇文章和新聞稿報道這個項目。正如CW在2023年的文章“制造MFFD熱塑性復合材料機身”中所解釋的那樣,MFFD上下殼體的組裝始于左側(LH)對接帶縱向機身連接。這項工作是在2024年3月宣布的BUSTI項目中完成的,該項目使用由弗勞恩霍夫材料與光束技術研究所(IWS,德國德累斯頓)開發的基于二氧化碳激光的連續連接技術CONTIjoin(見YouTube視頻)實現了8米長的連接。
在CONTIjoin之后,完成MFFD組件的最后步驟包括使用連續超聲波焊接右側(RH)搭接接頭。最后,上半部分和下半部分的機身框連接器被電阻焊接,以實現LH和RH接頭的連續結構。
正如我在2020年的博客“驗證MFFD的LMPAEK焊接”中所解釋的那樣,MFFD中使用的焊接技術? “MFFD將展示許多技術方法,”空中客車運營有限公司(德國不來梅)機身研發典型機身和MFFD項目負責人Ralf Herrmann指出,“因此它與制造實際機身不同,而是被設計為展示和成熟技術的工具。”
機身的RH搭接接頭和焊接是在MultiFAL(2019-2023)和WELDER(2021-2023)項目中由領先合作伙伴CT工程集團(西班牙馬德里)、AIMEN技術中心(西班牙奧波里尼奧)和Aitiip技術中心(西班牙薩拉戈薩)完成的,并得到了超聲波設備供應商Dukane(美國伊利諾伊州圣查爾斯)通過其在捷克共和國布拉格的子公司和生產自動化專家FFT(德國富爾達)的幫助。本文將介紹MFFD的最終組裝步驟及其成功所需的技術。
MultiFAL和WELDER項目
對于這兩個項目,空中客車公司是清潔天空主題經理,CT工程集團是財團協調員。MultiFAL還由弗勞恩霍夫制造技術和先進材料研究所(IFAM)在CFK-NORD研究中心(德國施泰德)管理,MFFD的最終組裝將在那里進行。
CT Engineering研發項目經理何塞·馬里亞·羅德里格斯·巴倫蘇埃拉表示:“我們的任務是開發和提供連接上下機身半殼體的自動化系統。”他解釋說,MultiFAL的目的是重用弗勞恩霍夫IFAM原型裝配站,集成硬件和控制系統,以進行必要的定位和焊接操作。該聯盟還包括FFT和AIMEN,后者開發了一個在線監測系統。軟件供應商Dassault Systèmes的3DExperience平臺使團隊和利益相關者能夠合作,支持CAD/CAM、裝配和仿真。
巴倫蘇埃拉說:“第一個目標是根據要求為裝配設施的主題經理設計和提出一些概念。”。“IFAM和空客隨后選擇了首選概念,我們根據焊接過程中的應力和所有工藝載荷分析,設計了機身半殼體將安裝到其中的設施(裝配平臺和系統)。然后,我們繼續制造帶有定位系統的設施。首先,我們在設計中準備了裝配過程的數字模型。結果不僅是設施的鋼結構,還有FFT的焊接端部執行器控制系統,該系統將在WELDER項目后期集成,以及所有操作力學和所需公差。我們不僅要考慮機身殼的裝配,還要考慮操作員的活動,包括如何提供進入平臺和管理各種放置、焊接和測量活動的必要機制和軟件。

圖1. MultiFAL項目中開發的自動化裝配設施中的MFFD
巴倫蘇埃拉繼續說道:“空客及其合作伙伴在為自動化裝配設施開發設計的同時,也在設計上下機身外殼。”。“兩年后,我們啟動了WELDER項目。”WELDER的主要目標是設計、開發和部署兩種基于機器人的模塊化柔性焊接解決方案,包括工具和輔助設備,以完成8米長的RH機身連接,并隨后連接RH和LH機身接縫的上下機身框。AIMEN與超聲波設備供應商Dukane合作,開發了用于機身連接的連續超聲波焊接的末端執行器。同時,Aitiip設計并制造了電阻焊接末端執行器以及連接機身框所需的TPC耦合器。巴倫蘇埃拉說:“這些零件有不同的幾何形狀,是用熱成型壓力機制成的。”。“它們被修剪并與安裝在MultiFAL裝配站的焊接工具一起運送到德國(圖1)。然后,我們將超聲波焊接端部執行器安裝在外部線性軸上,將電阻焊頭安裝在機身內部的線性軸上。”
AIMEN高級復合材料技術負責人埃萊娜·羅德里格斯博士說:“我們領導了焊接的發展,包括系統設置和大量試樣測試,以確定兩種工藝的工藝窗口和最佳參數。”。“我們還與Aitiip合作開發了電阻焊中的加熱元件,并提供了在線監測系統來捕獲這兩種焊接操作的數據。”
焊接右側縱向接頭
在超聲波焊接中,超聲焊極通過TPC層壓板發送振動,在焊接界面產生熱量,但這通常需要一個能量導向器——一層未增強的樹脂,傳統上帶有三角形突起,以幫助將能量集中在被焊接的兩個部分之間。AIMEN復合材料焊接團隊負責人(焊接右側縱向接頭)
在超聲波焊接中,超聲焊極通過TPC層壓板發送振動,在焊接界面產生熱量,但這通常需要一個能量導向器——一層未增強的樹脂,傳統上帶有三角形突起,以幫助將能量集中在被焊接的兩個部分之間。AIMEN復合材料焊接團隊負責人馬西米利亞諾·拉塞洛博士指出,盡管超聲波焊接在點焊方面已經發展成熟,但在連續焊接方面還不太成熟。他指出,為最終的MFFD機身接頭開發連續超聲波焊接工藝存在許多挑戰,包括為如此長的焊縫(8米)開發連續工藝,以及如何實現重疊接頭設計。
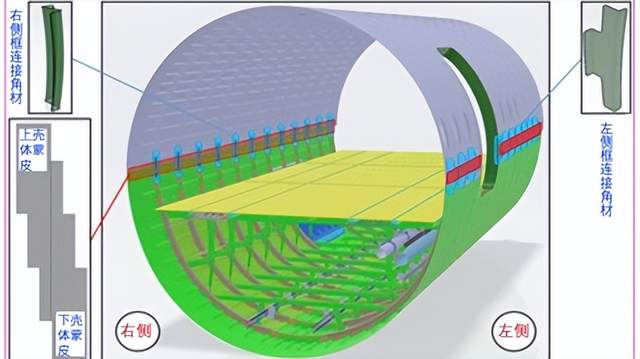

圖2. RH縱向接頭分三個步驟或焊道焊接,每個步驟或焊道具有不同的厚度和最佳參數集。上圖還顯示了用于焊接上機身框架和下機身框的TPC聯接器
羅德里格斯說:“我們最終決定分三步完成這項工作。”。這三個步驟,或焊接工具的三個焊道,使上殼中的階梯層壓板能夠連接到下殼中的臺階層壓板(圖2),但每個步驟的工藝參數不同。“設計一種可以焊接所有三個步驟的工具,同時確保零件之間的接觸壓力和穩定性,這是一個挑戰。此外,我們實驗室規模的連續焊機限制在1米以內,因此我們必須對工藝進行參數化,以擴大其規模。”
拉塞洛補充道:“對于MFFD中使用的高溫TPC材料(主要是東麗-Toray)單向帶,由Victrex(Cleve的碳纖維增強LMPAEK聚合物制成),在如此大而厚的零件中連續使用它尤其是一個挑戰。”。“為了以連續快速的方式將上殼體焊接到下殼體,我們不得不從一側焊接,并使用三種不同厚度的焊道,厚度可達3.5毫米。厚度越大,焊接難度就越大。”這是因為很難振動非常厚的零件,并使振動傳播到焊接界面。

超聲波焊頭(中心),右側有滾輪,左側有冷卻/固結塊
焊接末端執行器。拉塞洛解釋說,除了超聲波頭外,右側的滾輪確保零件接觸,左側的冷卻或固結塊在加熱固結后對零件施加壓力(圖3)。“該塊還吸收來自焊接界面的熱量。”在最終的超聲波焊頭中,鋁冷卻塊被銅塊取代,以獲得更高的導電性和吸熱性,從而大大提高了表面質量。
參數和縮放過程。影響焊接過程的參數有很多,包括壓力、超聲波振幅、時間和冷卻。此外,零件的疊層、導電性和厚度也很重要。拉塞洛說,這些都會影響溫度分布、加熱行為和能量耗散,這是一個復雜的、相互關聯的機制,在這個過程中不斷發展。
他繼續說道:“我們從實驗室規模開始,采用非常簡單的設置,然后在復雜性上進行擴展,將最終的焊頭集成到MultiFAL設施中。”。“從實驗室規模開始,我們安裝了監控系統,包括熱像儀和溫度傳感器,并對所有不同的參數進行了長期研究,包括數值模型,以了解溫度發展和焊接質量的影響,以及我們如何使用監控系統來確保質量。
拉塞洛說:“然后我們轉向了中等規模,在那里我們焊接了2米長的條帶,以驗證并與實驗室規模的條帶進行比較。”。“我們校準了2米面板上的參數和性能,焊接看起來非常好,并進行了機械測試和無損檢測。使用監測系統、數值模型和模擬,我們可以與全尺寸演示器相關聯。我們能夠證明中等尺寸的參數也適用于整個機身段,這是一個非常關鍵的結果。”
溫度控制。下一個挑戰是設計良好的頭部溫度控制。拉塞洛解釋說,在連續焊接過程中,“焊接時間取決于移動焊頭的速度。”注意,這包括冷卻,冷卻必須在精確的窗口內,以在LMPAEK聚合物中形成必要的結晶,從而獲得機械強度。拉塞洛指出:“但在移動過程中,你也會主動冷卻,這意味著冷卻速度取決于你移動焊頭的方式。”。“因此,如果你移動得更快,冷卻零件的時間就更少了。要么你必須優化參數,要么重新設計冷卻,因為你需要焊接的速度。這一切都是相互關聯的。”
對于MFFD,AIMEN團隊從機身外側進行焊接。但在內部,有金屬固定塊來防止壓力施加過程中的移動,這也會從被焊接的組件中提取熱量。這又回到了三個焊接步驟或焊道,以及每個步驟或焊道需要不同的參數。拉塞洛說:“當被焊接的背層壓板非常薄時,熱量很容易進入夾持塊。但在最頂部的較厚步驟,將焊接熱量傳遞到夾持塊需要更長的時間,這意味著如果你沒有提供足夠的冷卻,焊縫會在這個區域分層。”
“通過簡單地分析冷卻塊后的溫度,”他繼續說道,“我們能夠了解零件在焊接后的行為。當溫度低于145°C時,我們從未實現零件的固結。但當溫度高于150°C,我們遇到了一些分層。通過監測固結單元后的溫度(在表面上,而不是在焊接界面上)并將其校準到工藝參數,我們能夠確保我們實現了足夠的冷卻,避免了焊接后的分層。”
第一次是對的。“與我們研究的其他技術相比,超聲波焊接非常高效和快速,” 拉塞洛說,“但在沒有先前歷史信息的情況下,很難一次性完成機身焊接。”
巴倫蘇埃拉對此表示贊同,并強調:“我們只有一次機會為每一步進行焊接,盡管AIMEN進行了如此多的測試來確定參數,但當團隊去焊接MFFD時,上殼中的層壓板與他們預期的不符,與他們測試的不同。”因此,團隊不得不調整一些參數,但他們的校準和監測系統有所幫助,最終他們能夠達到所需的焊接質量。巴倫蘇埃拉說,這真的很重要。“這是該項目的主要目標。”
機身框電阻焊
超聲波焊接完成后,機身上下殼體連接,WELDER團隊使用電阻焊接連接機身框。Aitiip負責制造將連接結構框的TPC聯接器,然后將其電阻焊接在內部機身的右側和左側。


Aitiip開發了一種工具,可以沿著線性軌道移動以定位TPC聯接器(上圖左側的綠色部分),然后將其電阻焊接上下機身框,從而在RH和LH機身連接處創建集成結構。該工具也是可逆的,能夠拆卸并安裝在機身的另一側,以焊接右側和左側框(底部)。
自動化工具。Aitiip機器人負責人伊凡·蒙松解釋說,第一個挑戰是如何將聯接器(圖4左側的深綠色部分)定位到機身框上。“最初,人們設想用機器人來完成這項工作,從而獲得更大的靈活性。但機身內部的空間非常有限。因此,我們需要創建一個特定的工具來管理組件,并將它們放在正確的區域進行焊接。”
該團隊設計了一種安裝在手推車上的工具,該手推車沿著機身內的線性軌道移動。它是自動化的,使用控制軟件將耦合器放置在焊接位置。該工具重15公斤,尺寸為600×450×250毫米,總計1200×450×800毫米,與手推車一起重50公斤。蒙松解釋說:“考慮到該設備在焊接過程中起著壓力機的作用,需要材料剛度,因此重量很輕。它還通過兩個不同的頭執行電阻焊接動作,用于焊接上下位置以及四種類型的聯接器幾何形狀。”
焊接聯軸器。焊接是通過使電流通過耦合器中的兩個接觸點來實現的。這熔化了聯接器和框中的熱塑性基質,同時施加壓力,用旋轉接頭上的氣缸將零件熔化。在壓力點使用測壓元件監測壓力。蒙松說:“這個操作是在下部和上部同時進行的,完美地連接了整個結構。每個MFFD框都完成了這個操作。”
他補充道:“得益于彎曲導向系統,聯接器焊接工具可以適應所有彎曲的可能性。”。“這些跨越了被連接的框間的距離,并確保耦合器上的導電元件接觸到兩個框以進行焊接。該系統還能夠適應從耦合器的理論位置到框的高達30毫米的安裝和定位誤差。”
WELDER項目經理兼空中客車集成工作包負責人彼得·沃爾肯(Piet Wölcken)解釋說:“由于框聯軸器是最后一個主要接頭,我們一直意識到幾何不合格和基本公差都會在這個裝配步驟中累積。因此,我們為框聯接器集成選擇了合理的容錯電阻焊接技術,即使這意味著安裝需要額外的自由度。”
他指出,該工具也是可逆的。“我們可以拆卸它,然后以相反的方向將其安裝在飛機的另一側,它的工作原理是一樣的。”事實上,這種方法使團隊能夠在超聲波焊接的右側連接14個框,拆卸工具,重新安裝它,然后在之前激光焊接的左側連接12個框,由于門切口,左側的框少。
一個模具,三個沖壓聯軸器
蒙松指出:“我們用新技術制造耦合器的方式也很重要。”。“我們使用了一種沖壓工藝,在注塑機中設置加熱模具,可以快速生產零件。”他解釋說,注塑是Aitiip的核心專業知識,“所以我們利用這些知識和機械制造這些聯接器。我們從用UD帶制成的平碳纖維增強熱塑性復合材料板開始,以獲得高結構性能。這些被切割成型并放入模具中。”然后使用放置在注塑機內的一系列陶瓷燈將它們預熱到360°C至400°C之間。一旦達到預熱溫度,燈就會從壓機中液壓啟動,使其關閉。他補充道:“整個過程在不到10秒內得到控制和完成,因此材料不會冷卻。”


圖5. (a)在一套匹配的模具中制作了三個聯接器零件,該模具的特點是(b)中心有彈簧,以在沖壓成型過程中保持層壓板的張力。將預熱的TPC板放入(c)注塑機中模具組中,在那里將其沖壓成(d)雙曲面零件,然后進行修整,準備焊接到框上
在同一模具中,通過4分鐘的燈加熱+10秒的閉合時間+3分鐘的冷卻結晶時間+10秒打開脫模時間壓制成型三個零件,循環時間小于8分鐘。蒙松說,這不僅使生產更快,“而且有助于在成型過程中保持彎曲力之間的對稱性,這使得該工藝可行。正如你在零件中看到的那樣(圖5),不僅有一個曲率,有些區域有兩個或三個不同的曲率,因此幾何形狀非常復雜。不可能只是彎曲板材而沒有皺紋或變形—這些曲率中會有材料不足或材料過多的區域。因此,我們通過在一個半模的中心使用彈簧來解決這個問題(圖5)。這些彈簧能夠在整個過程中保持零件的張力,從而防止起皺。”
將零件在模具中冷卻至低于玻璃化轉變溫度(147°C),然后取出。使用六軸機器人銑床將三個零件提取并修整到最終公差。蒙松說,與傳統的熱固性復合材料零件相比,這種工藝將循環時間縮短了50%以上,在制造設備投資最少的情況下,產量翻了一番。
MFFD完成,后續項目

圖6. MFFD焊接筒體已完成
沃爾肯說,關閉MFFD的主要焊接操作已經精確完成,并有足夠的時間在2023年7月將其運送到漢堡ZAL應用航空研究中心之前安裝最終的本地零件(圖6)。“這一里程碑的實現得益于各個MFFD項目聯盟成員的極度奉獻和協作心態,以及WELDER和MultiFAL聯盟與弗勞恩霍夫IFAM和空中客車公司的出色工作。”
在ZAL,MFFD進入了下一階段,作為Clean Sky的NextGen客艙和貨艙概念的演示者,該概念規范了機身與定制客艙和系統組件之間的接口。這包括一個新的“皇冠模塊-Crown Module”,包括天花板區域和“帽架”,以及電氣、空調和氧氣供應部件和許多機械固定件。MFFD 的“皇冠模塊-Crown Module”通過一個連接步驟預先組裝并安裝到機身中,由帝人碳歐洲(德國伍珀塔爾)TPUD HT CF-PPS熱塑性狹縫膠帶制成的超輕桿與Spiral RTC(荷蘭恩斯赫德)的可回收Spiral輕質PPS CF40復合物組合而成。這些可調節長度的桿是TPC零件生產廢料如何在TPC機身系統中再利用的一個很好的例子。
“MFFD仍在評估中,是許多后續項目和倡議的進一步工作和靈感來源,” 沃爾肯說。其中包括FASTER-H2、PENELOPE(歐盟地平線2020項目)、ZEUS和HESTIA,后者是德國資助的LuFo航空研究項目的后半部分。“MFFD是一個很好的例子,它利用一個主要的先鋒項目來展示大量單獨的CFRTP技術—在某些情況下,甚至是技術變體—的潛力。隨后,其中一些單獨的技術被選中進行進一步的、高度驅動的開發。例如,魯科HESTIA項目包含了用于高速生產大型復雜機身框結構的關鍵開發塊。”
蒙松說:“WELDER項目展示了創新制造技術如何提高航空航天的結構完整性和可持續性。”。“通過利用熱塑性復合材料并縮短循環時間,該團隊在最大限度地減少資源消耗的同時實現了顯著的效率提升。此外,這種方法使復合材料的使用更加通用化,使其生產更容易獲得且更具成本效益,同時也促進了其可回收性和可重復使用性。這不僅提高了制造吞吐量,而且與行業環保和循環生產系統的目標相一致。”
補充說明
MFFD筒體左側采用CO2激光焊接。
原文,《Assembling the Multifunctional Fuselage Demonstrator: The final welds》
楊超凡